高周波は誘導炉で、導電性材料の表面に精密かつ浅い加熱を実現するために使用されます。これは、部品の外層のみを変更する必要がある表面硬化や、非常に小型または薄い部品を効率的に加熱する場合に必要です。誘導コイル内の交流の周波数が高いほど、発生する熱はワークピースの表面近くに集中します。
動作周波数の選択は、誘導加熱設計において最も重要なパラメーターです。これは直接的なトレードオフの関係にあります。高周波はエネルギーを表面近くに集中させて迅速な局所加熱を可能にし、低周波はより深く浸透して均一な塊状加熱を可能にします。この原理を理解することが、冶金学的結果を制御するための鍵となります。
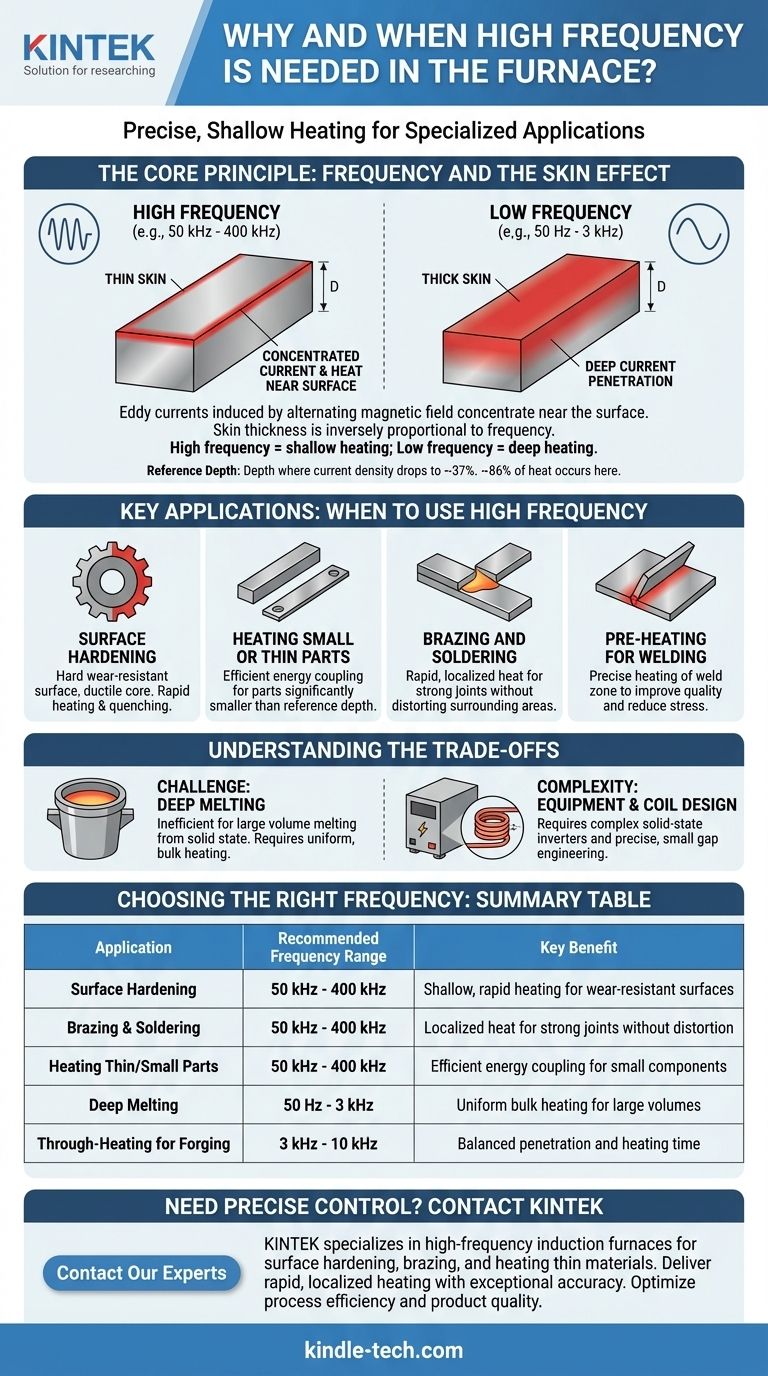
基本原理:周波数と表皮効果
高周波を使用すべき時を理解するためには、まず作用している基本的な物理現象を把握する必要があります。この決定は「表皮効果」として知られる現象によって支配されます。
表皮効果とは?
表皮効果とは、交流(AC)が導体内に分布する傾向があり、電流密度が表面近くで最大になる現象です。電流は実質的に材料の外部の「表皮」に沿って流れます。
誘導炉では、コイルからの交流磁場がワークピース内にこれらの電流(渦電流と呼ばれる)を誘導します。材料がこれらの電流の流れに対して持つ抵抗が、非接触で精密な熱を発生させます。
周波数が加熱深さを制御する方法
この「表皮」の厚さは、交流の周波数に反比例します。
- 高周波(例:50 kHz~400 kHz)は非常に薄い表皮を生成し、電流と結果としての熱を表面近くの浅い層に集中させます。
- 低周波(例:50 Hz~3 kHz)ははるかに厚い表皮を生成し、電流と熱が材料の芯部深くまで浸透することを可能にします。
水の上を石を投げて跳ねさせる様子を想像してください。速い高周波の回転は石を表面にとどめます。遅い低周波の投げ方は石を深く沈めます。
基準深さの概念
エンジニアは、これを定量化するために基準深さ(または浸透深さ)という用語を使用します。これは、誘導電流密度が表面での値の約37%に低下する深さです。誘導電流によって生成される全熱の約86%が、この基準深さ内で発生します。

高周波を使用すべき時:主要な用途
高周波の浅い加熱特性は、いくつかの特定の産業プロセスにとって理想的な選択肢となります。
表面硬化と熱処理
これは最も一般的な用途です。歯車、ベアリング、シャフトなどの部品では、衝撃を吸収するために柔らかく延性のある芯部を維持しながら、極めて硬い耐摩耗性の表面が必要です。高周波は表面のみを必要な変態温度まで加熱し、その後急速に冷却(焼入れ)することで、芯部の特性に影響を与えることなく硬化層を実現します。
小型部品または薄い部品の加熱
小径の棒材や薄いストリップを加熱する場合、基準深さは部品の半径よりもかなり小さくなければなりません。低周波を使用すると、磁場は抵抗がほとんどなく部品を通り抜けてしまい、非常に非効率的な加熱になります。高周波は、エネルギーが小型ワークピースに効果的に結合し吸収されることを保証します。
ろう付けとハンダ付け
ろう付けとハンダ付けでは、フィラー合金を溶かすために非常に特定の接合部を急速に加熱する必要があります。高周波はこの強烈な局所熱を提供し、周囲の部品を歪ませたり損傷させたりすることなく強固な接合部を形成します。
溶接のための予熱
同様に、溶接部を予熱することは溶接品質を向上させ、応力を低減することができます。高周波を使用すると、溶接する領域だけを迅速かつ正確に予熱できます。
高周波のトレードオフの理解
高周波は強力ですが、万能の解決策ではありません。その使用には重要なトレードオフがあり、他の一般的な炉の用途には適さなくなります。
深い溶解の課題
高周波は、大量の金属を固体状態から溶解させるには極めて非効率的です。表面しか加熱しないため、熱が大きなるつぼの中心に伝導するには膨大な時間とエネルギーがかかります。これは、金属チャージ全体が均一に加熱されることを保証する低周波および中周波炉の領域です。
機器の複雑さとコイル設計
高周波電源は通常ソリッドステートインバータであり、低周波で使用される単純なライン周波数またはモータ発電機セットよりも複雑になる可能性があります。さらに、高周波加熱の効率は、コイルとワークピース間の小さな正確なギャップに大きく依存するため、より慎重な設計とセットアップが要求されます。
プロセスに適した周波数の選択
あなたの決定は、達成する必要のある特定の冶金学的結果によって導かれる必要があります。間違った周波数を選択すると、非効率性、製品品質の低下、またはプロセスの失敗につながります。
- 表面硬化、ろう付け、または薄い部品の加熱が主な目的の場合:精密で浅く迅速な加熱を提供するために、高周波が正しい選択です。
- 大量の金属の溶解が主な目的の場合:深い電流浸透と効率的な均一な塊状加熱のために、低周波または中周波が必要です。
- 中~大型部品の鍛造のための全体加熱が主な目的の場合:中周波は、合理的な加熱時間と均一な温度プロファイルの間の最良のバランスを提供することがよくあります。
結局のところ、周波数選択を習得することが、誘導加熱プロセスに対する精密な制御を解き放つ鍵となります。
要約表:
| 用途 | 推奨周波数範囲 | 主な利点 |
|---|---|---|
| 表面硬化 | 50 kHz - 400 kHz | 耐摩耗性表面のための浅く迅速な加熱 |
| ろう付けとハンダ付け | 50 kHz - 400 kHz | 歪みのない強固な接合のための局所的な熱 |
| 薄い/小型部品の加熱 | 50 kHz - 400 kHz | 小型部品のための効率的なエネルギー結合 |
| 深い溶解 | 50 Hz - 3 kHz | 大量のための均一な塊状加熱 |
| 鍛造のための全体加熱 | 3 kHz - 10 kHz | 浸透と加熱時間のバランス |
誘導加熱プロセスで精密な制御が必要ですか? KINTEKは、表面硬化、ろう付け、薄い材料の加熱のための高周波誘導炉および実験装置を専門としています。当社のソリューションは、浅い熱処理を必要とする実験室および産業用途に最適な、迅速で局所的な加熱を提供します。当社の専門家に今すぐ連絡して、当社の高周波技術がプロセス効率と製品品質をどのように最適化できるかをご相談ください!
ビジュアルガイド