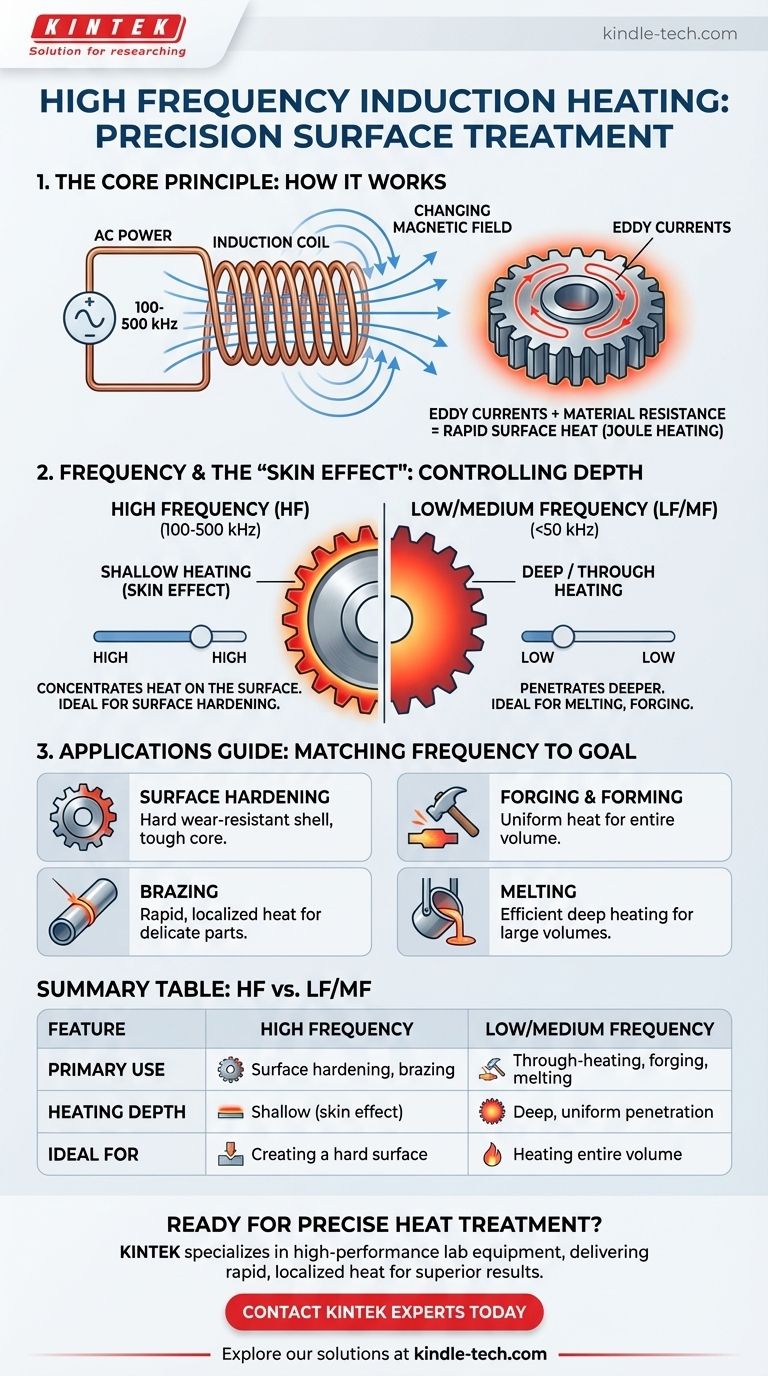
要するに、高周波誘導加熱とは、非接触プロセスであり、通常100 kHzから500 kHzの交流電流を使用して、導電性材料の表面に急速に高熱を発生させます。高周波を使用する決定的な特徴は、加熱効果を非常に浅い層に集中させることであり、これは「表皮効果」として知られる現象です。この精度により、部品の外面のみを処理する必要がある表面硬化などの用途に理想的です。
把握すべき中心的な原則は、周波数が加熱の深さを制御する主要な手段であるということです。高周波は表面硬化などの処理のために熱を表皮に閉じ込めますが、低周波は部品全体を加熱するために深くまで浸透し、溶解や鍛造などのプロセスに使用されます。
核心原理:誘導加熱の仕組み
誘導加熱は、炎や外部加熱要素なしに、部品自体の中で電気エネルギーを熱に変換する驚くほど直接的な方法です。このプロセスは電磁気の基本原理に基づいています。
電気から磁場へ
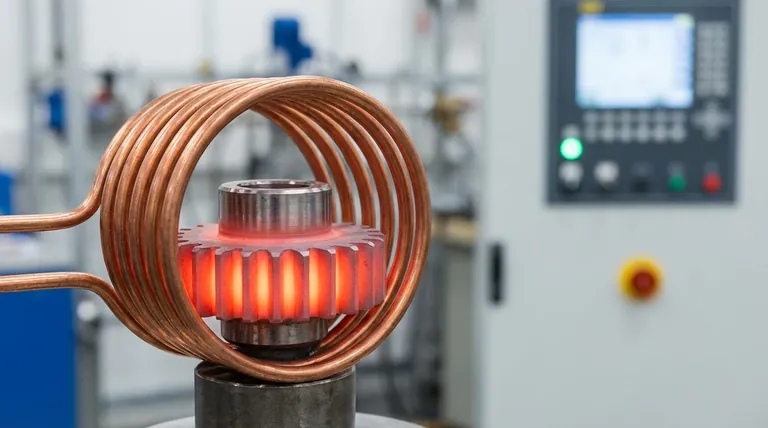
プロセスは、多くの場合銅管で作られた誘導コイルから始まります。これはソレノイドとして機能します。このコイルに強力な交流(AC)電流を流すと、コイルの内部および周囲の空間に強大で急速に変化する磁場が発生します。
渦電流の役割
鋼鉄製の歯車などの導電性ワークピースがこの磁場内に置かれると、磁場はその金属内に電流を誘導します。これらは渦電流として知られており、主コイルの電流経路を反映しますが、反対方向に流れます。
抵抗による熱の発生
ワークピース材料には自然な電気抵抗があります。これらの強力な渦電流が材料内を流れることを強いられると、この抵抗に打ち勝ち、エネルギーが熱として放散されます。これは、電気コンロのバーナーが赤熱するのと同じ抵抗加熱(ジュール熱)の原理です。
周波数が重要な制御パラメータである理由
交流周波数の選択は任意ではありません。ワークピース内で熱が生成される場所を制御するための最も重要な単一のパラメータです。これは表皮効果と呼ばれる物理的原理によるものです。
「表皮効果」
AC回路では、電流は導体の表面、つまり「表皮」により高密度に流れる傾向があります。電流の周波数が高くなると、この効果がより顕著になり、渦電流を表面のさらに薄い層に押し付けます。
表面処理のための高周波
100 kHzから500 kHzで動作する高周波(HF)システムは、表皮効果を最大限に活用します。これらは、数分の一ミリメートルしかない表面層に莫大なエネルギーを集中させます。
これにより、HF誘導は表面硬化(ケース硬化とも呼ばれる)に最適になります。この目的は、部品のコアを強靭で延性のある状態に保ち、衝撃を吸収できるようにしながら、非常に硬く耐摩耗性のある外殻を作成することです。
深部加熱のための低周波および中周波
対照的に、低周波数(通常50 kHz未満)では表皮効果ははるかに目立ちません。誘導された渦電流は材料の奥深くまで浸透し、より均一な部品全体の加熱をもたらします。これは、大量の金属の溶解、鍛造、または部品全体の全体硬化などの用途に不可欠です。
トレードオフの理解
高周波誘導は強力ですが、万能の解決策ではありません。周波数の選択は、特定の目標のためにプロセスを最適化するために、いくつかの要因のバランスを取ることを伴います。
精度 対 適用範囲
高周波は表面処理に比類のない精度を提供します。しかし、HFシステムを使用して大量の鋼を溶解しようとすると、効果が非常に悪くなります。なぜなら、上層しか効果的に加熱されないからです。装置はタスクに適合させる必要があります。
材料特性が重要
ワークピースの電気抵抗率と磁気特性は周波数と相互作用します。炭素鋼部品に完全に機能する周波数は、銅やアルミニウムのような低抵抗率の材料では効率が低い場合があり、望ましい加熱プロファイルを実現するためにはプロセスパラメータの調整が必要です。
コイル設計の重要性
エネルギー伝達の効率は、「結合」、つまりコイルとワークピースの近接性と形状に大きく依存します。HFによる精密な表面加熱の場合、必要な場所に磁場が正確に適用されるように、コイル設計はさらに重要になります。
適用分野に合わせた適切な選択
正しい周波数範囲を選択することは、誘導加熱プロセスの成功に不可欠です。あなたの選択は、材料に対して望ましい結果によって完全に決定されるべきです。
- 表面硬化またはケース硬化が主な焦点である場合: 高周波は、部品上に硬く浅い耐摩耗性層を作成するための決定的な選択肢です。
- 小型で繊細な部品のろう付けが主な焦点である場合: 高周波は、周囲のアセンブリを損傷することなくろう材を溶解するために必要な、高速で局所的な熱を提供します。
- 鍛造または成形のために部品全体を加熱することが主な焦点である場合: 熱が部品の体積全体に均一に浸透するように、低周波または中周波が必要です。
- 大量の金属を溶解することが主な焦点である場合: 低周波は、熱をチャージの奥深くに送り込み、均一な溶解に必要な撹拌作用を生み出すために不可欠です。
結局のところ、誘導加熱を習得するとは、周波数を正確なツールとして理解し、部品が加熱される場所と方法を正確に制御することを意味します。
要約表:
| 特徴 | 高周波(100~500 kHz) | 低周波/中周波(<50 kHz) |
|---|---|---|
| 主な用途 | 表面硬化、ケース硬化、ろう付け | 全体加熱、鍛造、溶解 |
| 加熱深さ | 浅い(表皮効果) | 深い、均一な浸透 |
| 理想的な用途 | 硬く耐摩耗性のある表面の作成 | 部品の体積全体を加熱すること |
あなたの研究室で精密で効率的な熱処理を実現する準備はできましたか?
KINTEKは、表面硬化、ろう付けなどに特化した高性能ラボ機器、誘導加熱システムを専門としています。当社のソリューションは、迅速で局所的な熱を提供し、優れた結果と生産性の向上を実現します。
KINTEKの誘導加熱技術がお客様の特定の研究室のニーズにどのように対応できるかについて、当社の専門家にご相談ください。
ビジュアルガイド