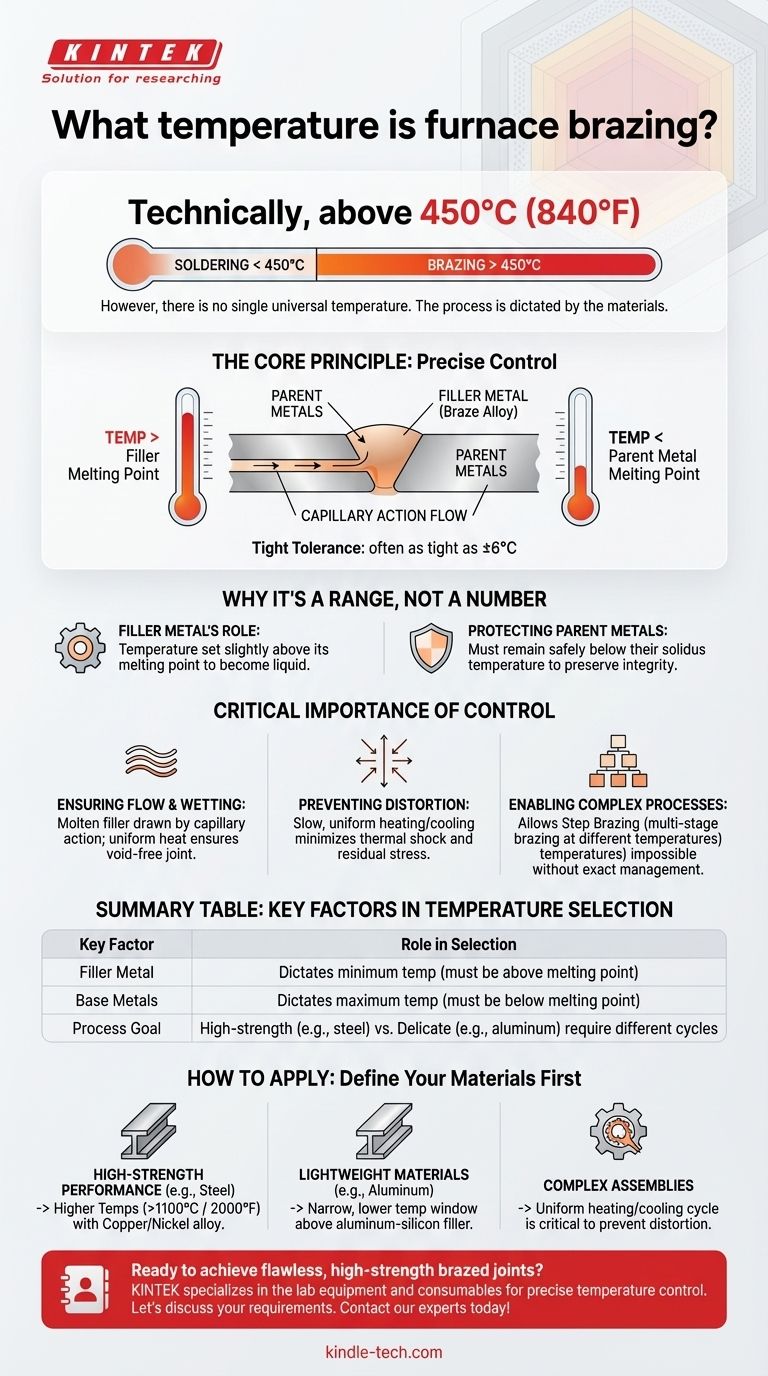
技術的には、炉中ろう付けは450°C(840°F)を超える任意の温度で行われます。しかし、このプロセスに単一の温度というものはありません。正確な温度は、使用される特定のろう材によって完全に決定され、接合される母材の融点より常に低くなければなりません。炉中ろう付けを成功させる鍵は、特定の数値ではなく、その温度を±6°Cという厳しい公差内で精密に制御することです。
炉中ろう付けの核心的な原則は、普遍的な温度を達成することではなく、母材に適したろう材を選択し、部品自体を損なうことなくろう材を活性化させる精密に制御された加熱および冷却サイクルを実行することです。
温度が単一の数値ではなく範囲である理由
特定の値を覚えることよりも、温度の機能を理解することの方が重要です。ろう付け温度は、複数の材料が関わる複雑な方程式において慎重に選択される変数です。
ろう材の役割
プロセス全体はろう材(またはろう付け合金)にかかっています。炉の温度は、この特定の合金の融点よりわずかに高くなるように設定されます。これにより、ろう材が液体になり、接合部に流れ込むことができます。
母材の保護
重要なことに、ろう付け温度は、接合される金属の固相線温度(溶け始める点)より安全に低く保たれなければなりません。これにより、母材が損傷したり溶融したりせず、その構造的完全性が維持されます。
450°C(840°F)の閾値
450°C(840°F)のマークは、国際的に認識されている境界線です。この温度より低いろう材を使用する金属接合プロセスははんだ付けと定義され、それより高い温度で行われるプロセスはろう付けと定義されます。

温度制御の極めて重要な重要性
炉中ろう付けの利点は、熱を並外れた精度で管理する能力に直接関係しています。均一な加熱、最小限の歪み、熱処理の組み合わせといった言及はすべて、この制御から生まれています。
適切な流れと濡れ性の確保
炉が適切な温度に達すると、溶融したろう材は毛細管現象によって母材間の狭い隙間に引き込まれます。一貫した均一な熱は、この流れが完全に行われることを保証し、強力でボイドのない接合部を作成します。
歪みと応力の防止
ゆっくりとした均一な加熱および冷却速度は、炉中ろう付けプロセスの特徴です。この制御された熱サイクルは、熱衝撃、歪み、または最終アセンブリにおける残留応力のリスクを最小限に抑え、高精度部品にとって非常に重要です。
複雑なプロセスの実現
精密な温度制御により、高度な技術が可能になります。例えば、ステップろう付けは、高温のろう材で部品を接合した後、同じアセンブリで異なるろう材合金を使用してより低い温度で2回目のろう付けを行うものです。これは、正確な熱管理なしには不可能です。
トレードオフの理解
非常に効果的である一方で、炉中ろう付けは万能の解決策ではありません。その利点には、特定の要件と制限が伴います。
高い初期設備費用
工業炉、特に真空または制御雰囲気機能を備えたものは、かなりの設備投資を伴います。このプロセスは生産環境向けに設計されています。
雰囲気制御は必須
このプロセスの主な利点の1つは、フラックスの必要性を排除するために、クリーンな雰囲気(真空や不活性ガスなど)を使用することによる酸化防止です。これは強力な利点ですが、機器がより複雑になり、注意深い監視が必要になることも意味します。
生産量に最適
炉中ろう付けは、再現性のある高品質な結果で多数の同一部品を生産することに優れています。一般的に、一点物の修理や非常に少量のバッチサイズには費用対効果が高くなく、実用的な方法ではありません。
これをプロジェクトに適用する方法
単一の温度を尋ねるのではなく、効果的なアプローチは、まず材料と望ましい結果を定義することです。
- 高強度性能(例:鋼製アセンブリ)が主な焦点の場合:プロセスには銅またはニッケルベースのろう材合金が使用され、1100°C(2000°F)を超える炉の温度が必要になる可能性があります。
- 軽量材料(例:アルミニウム)の接合が主な焦点の場合:はるかに低く狭い温度範囲で操作し、アルミニウム-シリコンろう材の融点よりわずかに高くなるように慎重に管理します。
- 複雑なアセンブリの製造が主な焦点の場合:重要な要素は、加熱および冷却サイクルの均一性であり、すべての接合部がデリケートな部品を過熱したり歪ませたりすることなく目標温度に達することを確認します。
最終的に、正しいろう付け温度の選択は、接合する材料によって決まる、慎重なエンジニアリングの機能です。
要約表:
| 主要因 | 温度選択における役割 |
|---|---|
| ろう材 | 最低温度を決定します(その融点より高くなければならない)。 |
| 母材 | 最高温度を決定します(それらの融点より低くなければならない)。 |
| プロセス目標 | 高強度接合(鋼)とデリケートな材料(アルミニウム)では異なる熱サイクルが必要です。 |
完璧で高強度のろう付け接合を実現する準備はできていますか?炉中ろう付けの精密な温度制御が成功の鍵です。KINTEKでは、この精度を可能にする実験装置と消耗品を専門としています。当社の専門知識は、研究室やメーカーが、高性能鋼からデリケートなアルミニウムアセンブリまで、あらゆるものを接合するための適切な材料とプロセスを選択するのに役立ちます。お客様のプロジェクト要件と、ろう付けの成功をどのようにサポートできるかについて、今すぐご相談ください。当社の専門家にお問い合わせください!
ビジュアルガイド