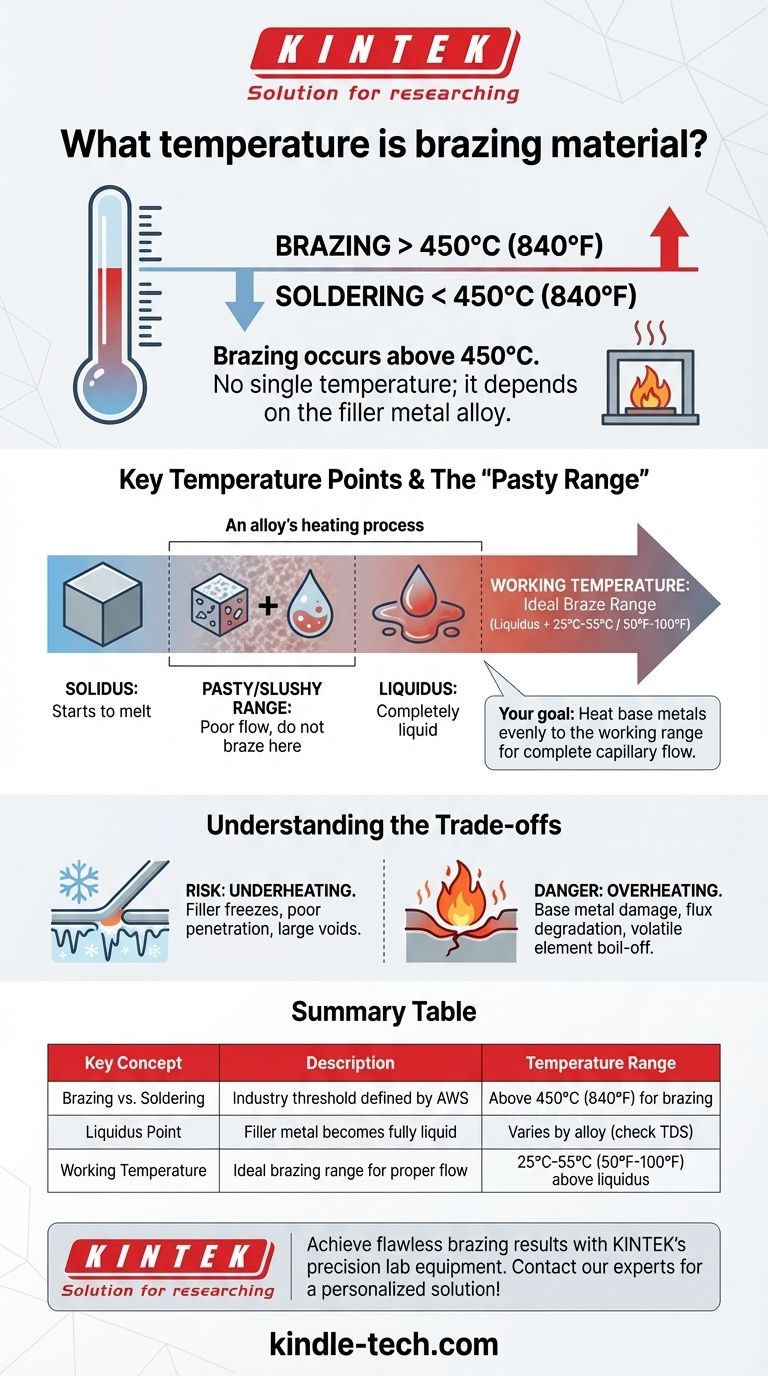
簡単に言うと、ろう付けは450°C (840°F)を超える温度で行われる金属接合プロセスですが、すべてのろう付けに単一の温度があるわけではありません。必要な正確な温度は、使用する特定の溶加材合金に完全に依存します。正しい作業温度は、特定の溶加材合金が完全に液化する点のわずかに上に設定された範囲です。
あなたの目標は、単一の魔法の数字を達成することではなく、ベースメタルを均一に加熱し、接合部全体が特定の溶加材合金の理想的な作業範囲に達するようにすることです。これにより、合金が溶融し、毛細管現象によって完全に流れ、強力で永続的な結合が形成されます。
境界線:ろう付けとはんだ付け
ろう付け温度を理解するには、その低温対応物であるはんだ付けと区別することが重要です。この区別は、業界で定義された明確な閾値です。
450°C (840°F)のルール
アメリカ溶接協会(AWS)は、ろう付けを、450°C (840°F)を超える温度で溶融し流動する溶加材を使用するプロセスと定義しています。
対照的に、はんだ付けは、この450°C (840°F)の閾値未満で溶融する溶加材を使用します。この温度の根本的な違いが、使用される合金の種類、最終的な接合部の強度、および必要な設備を決定します。

なぜ「単一の温度」が存在しないのか
ろう付け温度の問題は、単一の値ではなく、特定の合金の溶融挙動を理解することです。この挙動は、2つの重要な温度点によって定義されます。
固相線と液相線の導入
すべてのろう付け合金には、技術データシートに記載されている2つの主要な温度があります。
- 固相線:合金が溶融し始める温度。
- 液相線:合金が完全に液体になる温度。
ろう付けを成功させるには、アセンブリを合金の液相線温度以上に加熱する必要があります。
「粘性」または「スラリー状」の範囲
固相線と液相線の間の温度帯は、「粘性」または「スラリー状」の範囲として知られています。この状態では、合金は固体と液体の混合物であり、適切に流動しません。
この範囲でろう付けを試みると、接合部の浸透が悪くなり、接合不良の一般的な原因となります。
目標:作業温度
正しいろう付け温度(しばしば「作業温度」と呼ばれる)は、液相点より上に始まる範囲です。
一般的に、理想的なろう付け温度は、溶加材の液相線温度より25°Cから55°C(50°Fから100°F)高い範囲です。このわずかな過剰な温度により、合金が完全に流動し、接合部でのわずかな熱損失を補償し、毛細管現象による迅速かつ完全な流れを促進します。
トレードオフの理解
温度制御はバランスの取れた行為です。熱が少なすぎても多すぎても、作業の完全性が損なわれます。
加熱不足のリスク
ベースメタルが十分に熱くない場合、溶加材は接触時に「凍結」します。これにより、溶加材が接合部に引き込まれるのを防ぎます。
その結果、浸透が悪く、大きな空隙があり、機械的強度がほとんどない接合部ができます。溶加材は金属を「濡らす」ことなく、滑らかに流れることなく表面で球状になります。
過熱の危険性
過度の熱も同様に有害です。過熱はいくつかの重大な問題を引き起こす可能性があります。
- ベースメタルの損傷:反り、歪み、または過度の結晶粒成長のような冶金学的損傷は、接合しようとしている部品を弱める可能性があります。
- フラックスの劣化:フラックスは金属を洗浄し、流れを可能にするために不可欠ですが、高温での活性寿命は限られています。過度の熱は、ろう付け合金がその役割を果たす前にそれを焼き尽くします。
- 溶加材の損傷:一部の合金には揮発性元素(亜鉛やカドミウムなど)が含まれています。過熱すると、これらの元素が合金から沸騰して放出され、化学組成が変化し、有毒な煙が発生し、性能が低下する可能性があります。
プロジェクトに適した温度を決定する方法
正しい温度を選択することは、材料を参照し、プロセスを観察することにかかっています。ろう付けの成功は、溶加材自体ではなく、部品を加熱することに依存します。
- 溶加材の選択が主な焦点の場合:まずベースメタルの耐熱性を確認し、それらを損傷しない作業範囲を持つろう付け合金を選択します。
- 設備のセットアップが主な焦点の場合:常に溶加材メーカーが提供する技術データシート(TDS)を参照してください。そこには、正確な固相線、液相線、および推奨されるろう付け温度範囲が指定されています。
- 失敗した接合部のトラブルシューティングが主な焦点の場合:最も一般的な問題は不均一な加熱です。溶加棒を適用する前に、接合部領域全体を均一に目標温度まで加熱する技術を確保してください。
ろう付け温度をマスターすることは、ゲージ上の特定の数字に到達するだけでなく、熱プロセスを制御することです。
要約表:
| 主要概念 | 説明 | 温度範囲 |
|---|---|---|
| ろう付け vs. はんだ付け | AWSによって定義された業界の閾値 | ろう付けは450°C (840°F)以上 |
| 液相点 | 溶加材が完全に液体になる温度 | 合金によって異なる(TDSを確認) |
| 作業温度 | 適切な流れのための理想的なろう付け範囲 | 液相線より25°C-55°C (50°F-100°F)上 |
KINTEKの精密ラボ機器で完璧なろう付け結果を達成しましょう。高温合金やデリケートなベースメタルを扱う場合でも、当社の炉と加熱システムは、強力で信頼性の高い接合に必要な正確な温度制御と均一な加熱を提供します。
当社は、あらゆる金属接合および熱処理アプリケーション向けの耐久性のある高性能機器をラボに提供することに特化しています。
ろう付けプロセスを最適化する準備はできましたか? 今すぐ当社の専門家にお問い合わせください!
ビジュアルガイド
関連製品
- 真空熱処理焼結ろう付け炉
- 電気化学実験用電極研磨材
- 銅フォーム
- 窒化ホウ素(BN)セラミックプレート
- 高温耐性と絶縁性を備えたエンジニアリング先進ファインセラミックス用高品質アルミナセラミックス製ねじ









