銅のろう付けの温度は単一の値ではありません。それは、使用する特定のフィラー金属合金によって完全に決定されます。ろう付けのプロセスは840°F(450°C)以上に加熱されますが、正確な目標温度は、選択したろう材の融点(液相線温度)をわずかに上回る範囲です。
基本的な原理は単純です。銅を十分に熱してろう付け合金を溶かし、その合金が毛細管現象によって接合部に引き込まれるようにする必要があります。したがって、適切な温度は銅自体ではなく、合金によって決まります。
なぜフィラー合金が温度を決定するのか
強力なろう付け接合部を達成するためには、ろう付けが融着ではなく接着のプロセスであることを理解する必要があります。銅を溶かしているのではなく、熱い下地として使用し、部品を接着するフィラーメタルを溶かしているのです。
ろう付けの定義
ろう付けとは、フィラーメタルをその融点以上に加熱し、毛細管現象によって密接に適合する2つ以上の部品の間に分配する接合プロセスです。重要な区別は、フィラーメタルが母材(銅)よりも低い融点を持つことです。
業界の定義により、ろう付けは840°F(450°C)を超える温度で発生します。この温度を下回るプロセスは、技術的にははんだ付けと見なされます。
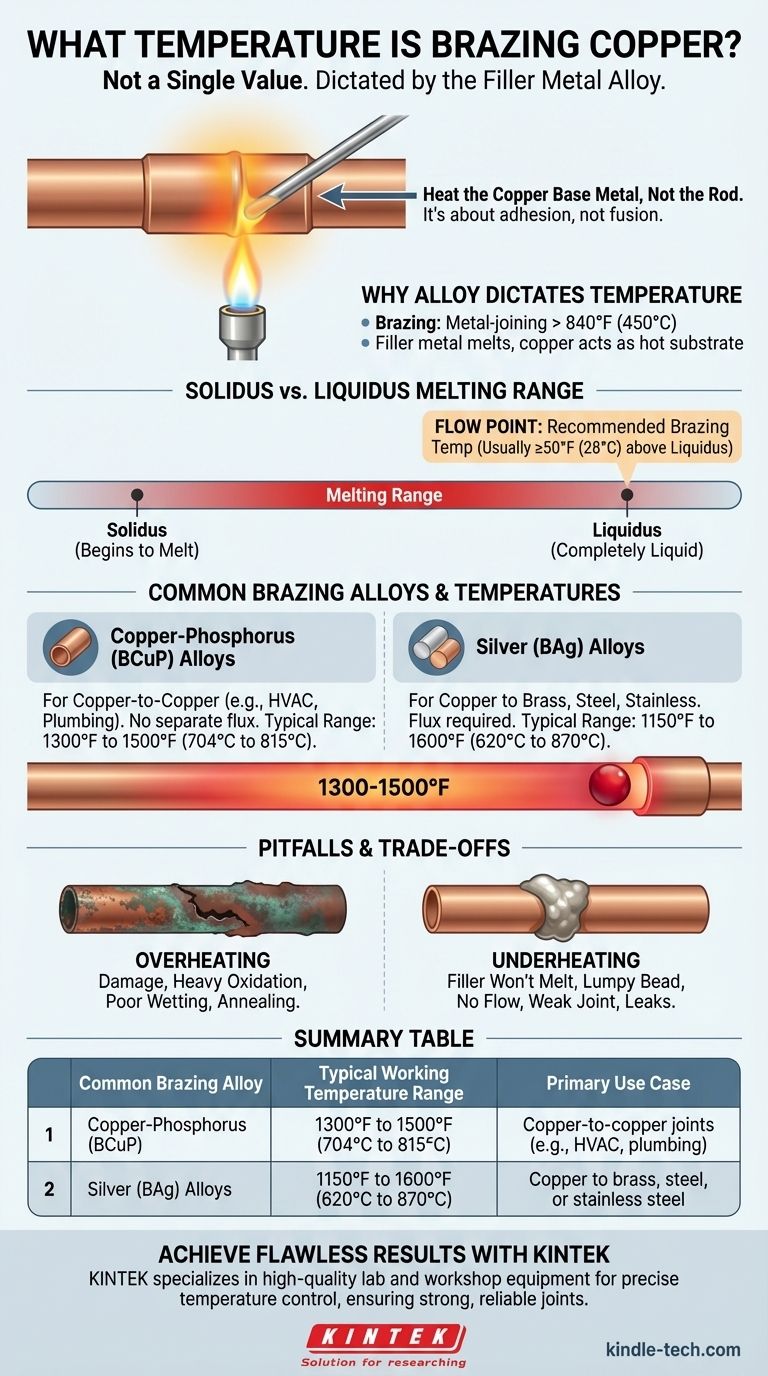
固相線温度と液相線温度:融解範囲
ろう付け合金は単一の点で溶けるわけではありません。それらは温度範囲で溶けます。
- 固相線温度(Solidus):合金が溶け始める温度。
- 液相線温度(Liquidus):合金が完全に液体になる温度。
ろう付けを成功させるには、母材をフィラー合金の液相線温度よりも高く加熱する必要があります。
「流れ点」の経験則
重要なルールは、銅を合金の「流れ点」、つまり推奨されるろう付け温度まで加熱することです。これは通常、合金の液相線温度より少なくとも50°F(28°C)高い温度です。
この追加の熱により、合金が接合部に流れ込む際に完全に液体状態を保ち、完全で強く、漏れのない接合が作成されます。この推奨温度範囲は、特定のろう材のメーカーの技術データシート(TDS)でいつでも確認できます。

一般的なろう付け合金とその温度
特定の合金のデータシートを確認する必要がありますが、ほとんどの銅のろう付けは2つの一般的なカテゴリに分類されます。
銅-リン(BCuP)合金
これらは、特にHVACや配管で銅と銅を接合するための最も一般的な合金です。リンがフラックス(融剤)として機能するため、銅同士の接合には別途フラックスは必要ありません。
それらの典型的な作業温度範囲は1300°F~1500°F(704°C~815°C)です。
銀(BAg)合金
しばしば「シルバーはんだ」(技術的にはろう付け合金ですが)と呼ばれ、これらは銀を含み、より高い強度が必要な接合部や、銅と真鍮、鋼、ステンレス鋼などの他の金属を接合する場合に使用されます。別途フラックスが必要になることがほとんどです。
それらの作業温度は銀含有量によって大きく異なりますが、多くの場合、1150°F~1600°F(620°C~870°C)の範囲です。
トレードオフと落とし穴の理解
適切な温度を達成することは、バランスを取る作業です。熱が多すぎても少なすぎても、接合部の完全性が損なわれます。
過熱の危険性
熱を加えすぎると、銅を損傷する可能性があります。表面がひどく酸化し、フィラー合金が濡れず、適切に接合できなくなる可能性があります。
極端な過熱は銅を焼きなまし、柔らかく弱くしたり、最悪の場合、銅パイプ自体を溶かしたりすることさえあります。
加熱不足の問題
熱が不十分であることは、ろう付け接合部の失敗の最も一般的な原因です。銅が十分に熱くないと、フィラー合金は毛細管現象によって適切に溶けて流れません。
その結果、接合部の内側に引き込まれるのではなく、接合部の表面に厚く、でこぼこしたビードとして残ります。この接合部は強度がなく、間違いなく漏れが発生します。
熱制御の重要な役割
フィラーロッドではなく、母材を加熱することを忘れないでください。目標は、銅パイプと継手を所定の温度に上げることです。その後、ロッドを熱い接合部に触れさせると、銅からの熱が合金を瞬時に溶かし、隙間に引き込みます。
目的に合った選択をする
成功は、熱、合金、技術を特定の作業に合わせるかにかかっています。
- 標準的な銅同士の接合(HVACなど)が主な焦点の場合:BCuP合金を使用し、銅が赤熱する(1300~1500°Fの範囲に相当)のを目指します。
- 銅と真鍮または鋼の接合が主な焦点の場合:適切なフラックスとともにBAg銀合金を選択し、正確な作業温度についてはデータシートを参照してください。
- 絶対的な接合の完全性が主な焦点の場合:必ず特定のろう付け合金の技術データシートを見つけ、推奨される温度範囲に厳密に従ってください。
結局のところ、材料を知ることがろう付けプロセスを習得する鍵となります。
要約表:
| 一般的なろう付け合金 | 典型的な作業温度範囲 | 主な用途 |
|---|---|---|
| 銅-リン(BCuP) | 1300°F~1500°F(704°C~815°C) | 銅同士の接合(例:HVAC、配管) |
| 銀(BAg)合金 | 1150°F~1600°F(620°C~870°C) | 銅と真鍮、鋼、またはステンレス鋼の接合 |
適切な機器で完璧なろう付け結果を実現する
銅のろう付けを習得するには、正確な温度制御が必要です。HVAC、配管、高度な製造のいずれに従事していても、強力で信頼性の高い接合部を作成するためには、適切なツールを持っていることが不可欠です。
KINTEKは、高品質のラボおよびワークショップ機器を専門としています。これには、完璧なろう付け結果に必要な均一で一貫した熱を提供する、温度制御炉や加熱ソリューションが含まれます。当社の製品は、技術者やエンジニアが過熱や加熱不足の落とし穴を避け、常に接合部の完全性を確保するのに役立ちます。
お客様のろう付けプロセスを向上させるお手伝いをさせてください。 当社の専門家に今すぐお問い合わせいただき、特定の合金とアプリケーションのニーズに最適な加熱ソリューションを見つけてください。
ビジュアルガイド