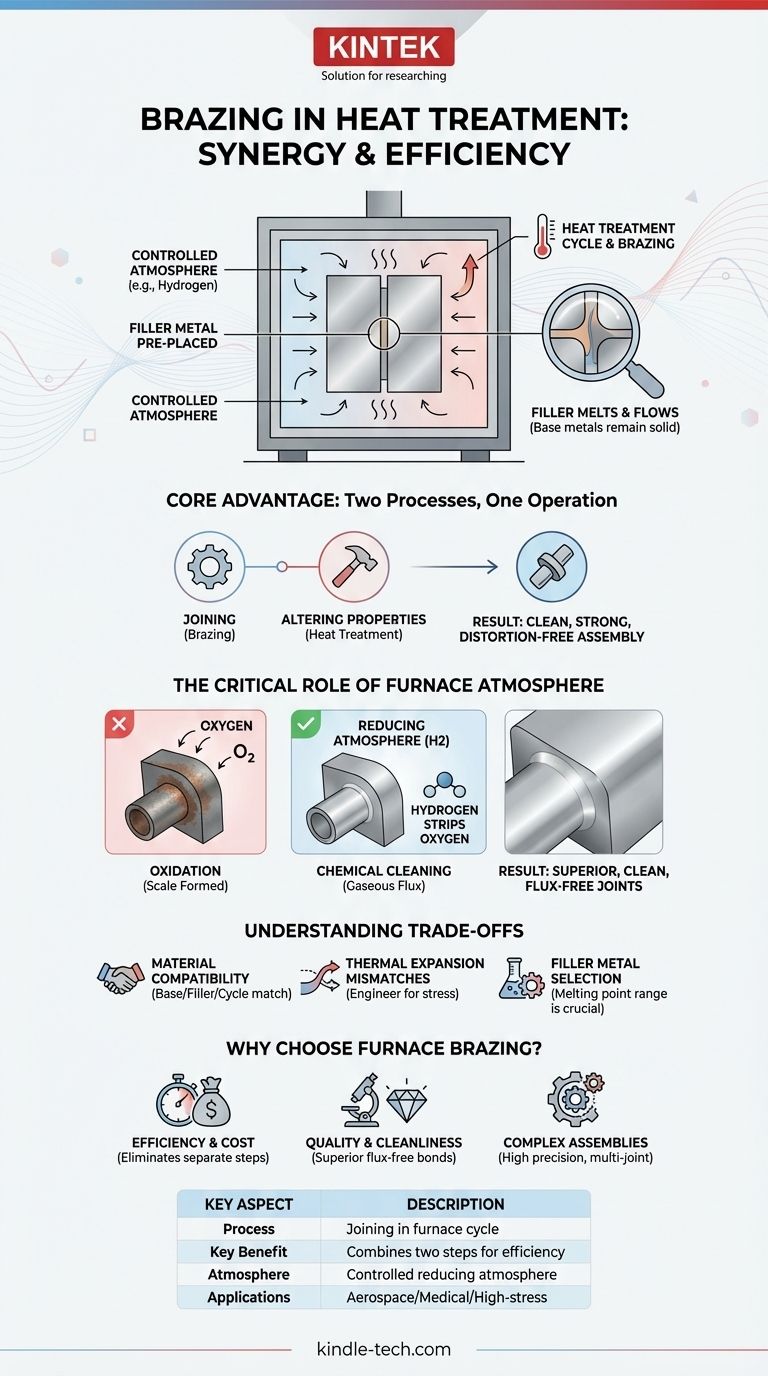
熱処理の文脈において、ろう付けとは、金属部品が制御雰囲気炉内で結合される特殊な接合プロセスです。処理サイクルに必要な熱が同時に溶加材を溶かし、それが部品間を流れ、凝固して強力な接合部を形成します。この方法は、2つの製造工程を1つの非常に効率的な作業に効果的に統合します。
熱処理におけるろう付けの主な利点は、効率と品質です。炉の熱と保護雰囲気を利用することで、部品を接合すると同時に材料の特性を変化させることができ、その結果、クリーンで強力、かつ歪みのない最終アセンブリが得られます。
ろう付けと熱処理の相乗効果
これらのプロセスを組み合わせることは、製造を最適化するために設計された意図的なエンジニアリングの選択です。これにより、熱処理サイクルの固有の条件を利用して、優れた接合部が生成されます。
ろう付けとは?
ろう付けは、接合される母材よりも融点の低い溶加材を使用する金属接合技術です。溶加材は融点以上(具体的には450°Cまたは842°F以上)に加熱され、毛細管現象によって部品間の隙間に流れ込み、冷却されて結合を形成します。
重要なことに、母材自体は決して溶けません。これがろう付けと溶接の主な違いです。
熱処理とは?
熱処理は、金属の物理的および機械的特性を変化させるために、金属を制御された加熱および冷却を行うプロセスの幅広いグループです。これにより、材料をより硬く、より柔らかく、または耐摩耗性を高めることができます。
プロセスの組み合わせ
炉中ろう付けは、これら2つの操作を統合します。溶加材が接合部に事前に配置された部品のアセンブリが、熱処理炉に装填されます。炉が材料を処理するための特定の加熱および冷却プロファイル(例えば、硬化のため)を実行する際に、ろう付け溶加材を溶かすのに必要な熱エネルギーも供給します。

炉雰囲気の重要な役割
炉内の環境は偶然のものではなく、プロセスの成功に不可欠です。高温で制御された雰囲気なしでろう付けを行うと失敗します。
酸化の防止
金属が酸素の存在下で加熱されると、表面に酸化物、つまりスケールを形成します。この酸化層は障壁として機能し、溶融した溶加材が母材を濡らし、適切な冶金学的結合を形成するのを妨げます。
還元雰囲気の機能
ろう付け用の熱処理炉は、通常、水素のようなガスを含む制御された無酸素雰囲気で満たされています。強力な還元剤として、水素は既存の酸化物と反応することで、金属表面から酸素を積極的に除去します。
この化学的洗浄作用は、本質的に「ガス状フラックス」として機能し、溶加材が溶けるまさにその瞬間に表面を完全にきれいにする準備をします。
結果:クリーンで強力なアセンブリ
フラックスが使用されず、酸化が防止されるため、得られるアセンブリは非常にクリーンで残留物がありません。結合は強力で連続的であり、航空宇宙産業や医療産業など、高応力および高純度を要する用途に適しています。
トレードオフと考慮事項の理解
強力ではありますが、この複合プロセスには慎重な計画が必要であり、普遍的に適用できるわけではありません。
材料の適合性
母材、溶加材、および必要な熱処理サイクルはすべて適合している必要があります。例えば、母材に所望の硬度を達成するために必要な温度は、溶加材の融解範囲と一致している必要があります。
熱膨張の不一致
異種材料を接合する場合、それらの異なる熱膨張率により、アセンブリが冷却される際に接合部に応力が生じる可能性があります。これは、歪みや接合部の破損を防ぐために慎重に設計する必要があります。
溶加材の選択が重要
適切な溶加材の選択は最も重要です。その融点は、母材を損傷しない程度に低く、かつ熱処理サイクルの適切な時点で発生する程度に高くする必要があります。
炉中ろう付けはあなたの用途に適していますか?
このプロセスの選択は、プロジェクトの目標に完全に依存します。
- 効率とコスト削減が主な焦点である場合:プロセスを単一の炉運転に統合することで、個別の接合作業が不要になり、時間、労力、および取り扱いを大幅に節約できます。
- 接合品質と清浄度が主な焦点である場合:炉の制御された還元雰囲気は、他では達成できない、優れたフラックスフリーの接合部を作成します。
- 複雑なまたは多接合アセンブリが主な焦点である場合:炉中ろう付けにより、複数の複雑なまたは内部の接合部を高い精度と再現性で同時に接合できます。
ろう付けを熱処理サイクルに統合することで、2つの個別の製造工程を単一の高度に制御された付加価値のあるプロセスに変えることができます。
要約表:
| 主要な側面 | 説明 |
|---|---|
| プロセス | 熱処理炉サイクル内で溶加材を使用して金属を接合する。 |
| 主な利点 | 効率と優れた接合品質のために2つの製造工程を1つに統合。 |
| 雰囲気 | 制御された還元雰囲気(例:水素)が酸化を防ぎ、表面を清浄化する。 |
| 用途 | 精度と清浄度を要する航空宇宙、医療、高応力アセンブリに最適。 |
統合されたろう付けと熱処理で製造プロセスを強化する準備はできていますか? KINTEKは、精密な熱処理のためのソリューションを提供し、ラボ機器と消耗品を専門としています。当社の専門知識により、強力でクリーンな接合部を実現しながら効率を最適化できます。お客様のラボのニーズをサポートし、重要なアプリケーションに信頼性の高いパフォーマンスを提供する方法について、今すぐお問い合わせください。今すぐお問い合わせください!
ビジュアルガイド