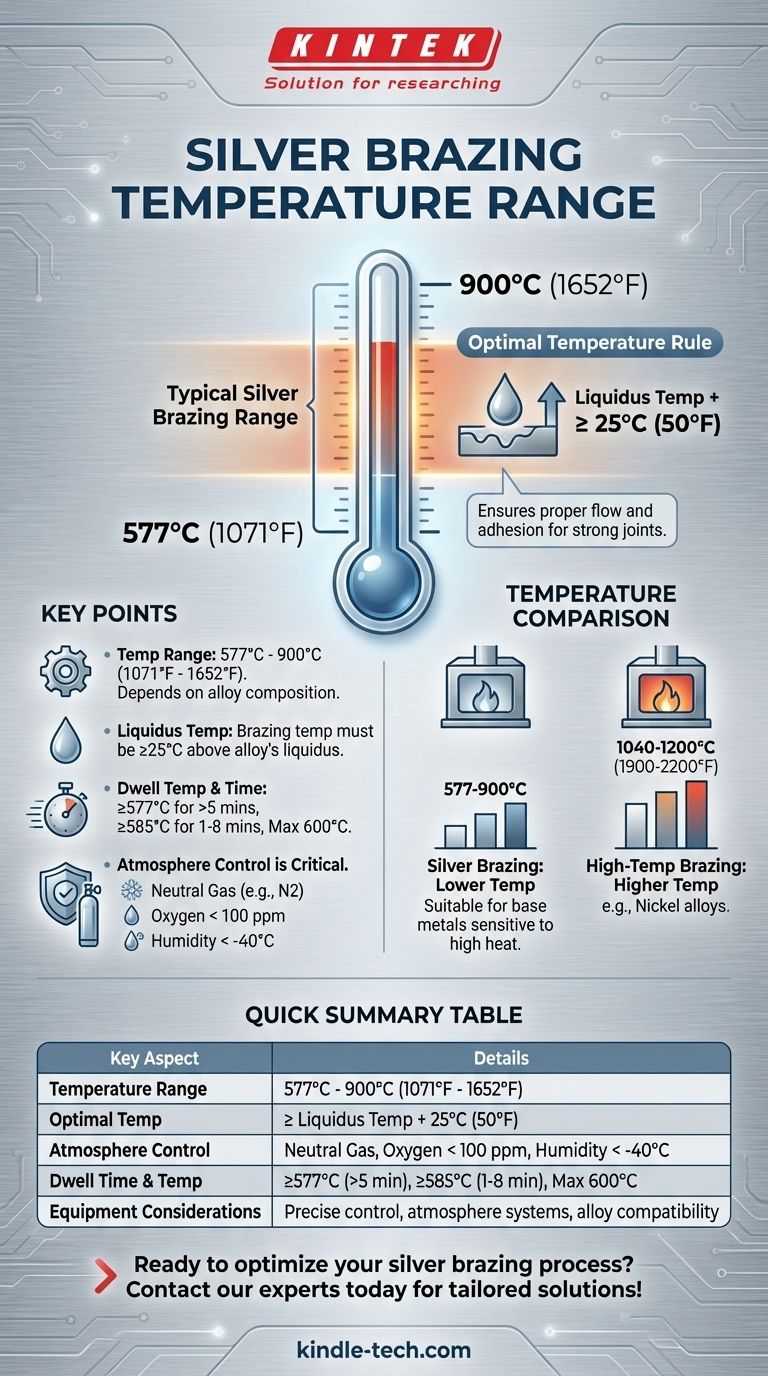
金属を接合するために使用されるプロセスである銀ろう付けでは、ろう材(銀をベースとした合金)を、その融点よりも高く、接合される母材の融点よりも低い温度に加熱します。銀ろう付けの温度範囲は通常、使用される特定の合金によって異なりますが、一般的には577°C(1071°F)から900°C(1652°F)の間に収まります。適切な流れと密着性を確保するため、最適な温度は通常、ろう合金の液相線温度よりも少なくとも25°C(50°F)高くなります。温度範囲に影響を与える主な要因には、合金の組成、接合される母材、および必要な接合強度が含まれます。成功するろう付けのためには、酸素と湿度が低い中性ガス環境を維持するなど、適切な雰囲気制御も極めて重要です。

重要なポイントの解説:
-
銀ろう付けの温度範囲:
- 銀ろう付けは通常、577°C(1071°F)から900°C(1652°F)の温度範囲で行われます。この範囲は、ろう材が溶けて母材を損傷することなく適切に流れることを保証します。
- 正確な温度は、使用される特定の銀合金によって異なります。なぜなら、異なる合金は異なる融点を持っているからです。
-
液相線温度の重要性:
- ろう付け温度は、ろう合金の液相線温度よりも少なくとも25°C(50°F)高くする必要があります。液相線温度は、合金が完全に液体になる点です。
- この温度を上回ることで、ろう材が適切に流れ、強力で耐久性のある接合部を形成することが保証されます。
-
最適な温度の選択:
- 母材への熱応力を最小限に抑え、エネルギー消費を削減するために、推奨範囲内の可能な限り低い温度が好まれます。
- 例えば、銀合金の液相線温度が600°C(1112°F)の場合、ろう付け温度は少なくとも625°C(1157°F)である必要があります。
-
雰囲気制御:
- 成功するろう付けには、制御された雰囲気が不可欠です。環境は酸化剤、酸素、湿気がない必要があります。
- 理想的な条件は以下を含みます:
- 中性ガス(例:純窒素)。
- 酸素含有量 < 100 ppm。
- 湿度 < -40°C。
- これにより酸化を防ぎ、ろう材の適切な濡れ性が確保されます。
-
保持温度と時間:
- 保持温度(ろう付け中に維持される温度)と持続時間は重要なパラメータです。
- 銀ろう付けの一般的なパラメータは以下を含みます:
- ≥577°C (1071°F) を5分以上。
- ≥585°C (1085°F) を1分から8分。
- 過熱を避けるための最高温度 600°C (1112°F)。
-
高温ろう付けとの比較:
- 銀ろう付けは、ニッケル合金などの材料の高温ろう付け(1040-1200°C (1900-2200°F) で行われる)と比較して、より低い温度で動作します。
- これにより、銀ろう付けは極端な高温に耐えられない材料の接合に適しています。
-
機器購入者のための実用的な考慮事項:
- ろう付け装置を選択する際は、必要な範囲内で正確な温度制御を維持できることを確認してください。
- 最適なろう付け条件を達成するために、真空炉や不活性ガス環境などの雰囲気制御システムの必要性を考慮してください。
- 使用する特定の銀合金および母材との機器の互換性を評価してください。
これらの重要な点を理解することで、機器および消耗品の購入者は、成功する銀ろう付け作業に必要な材料とツールに関して情報に基づいた決定を下すことができます。
概要表:
| 主要な側面 | 詳細 |
|---|---|
| 温度範囲 | 577°C (1071°F) から 900°C (1652°F) |
| 液相線温度 | 適切な流れのために、ろう付け温度は液相線温度より ≥ 25°C (50°F) 高い |
| 雰囲気制御 | 中性ガス、酸素 < 100 ppm、湿度 < -40°C |
| 保持温度と時間 | ≥577°C (1071°F) を >5分間、≥585°C (1085°F) を 1-8分間、最高 600°C (1112°F) |
| 機器の考慮事項 | 正確な温度制御、雰囲気システム、合金/母材の互換性 |
銀ろう付けプロセスを最適化する準備はできましたか?今すぐ専門家に連絡して、カスタマイズされたソリューションを入手してください!
ビジュアルガイド