ろう付けはその核となる部分で、熱源によって区別される接合プロセスです。溶接と混同されることが多いですが、ろう付けは母材よりも低い温度で溶ける溶加材を使用して金属を接合するため、部品自体を溶かすことなく強力な接合を可能にします。ろう付けの主な種類は、この熱を加える方法によって定義され、トーチ、炉、誘導、抵抗ろう付けなどが含まれます。
ろう付けにおいて最も重要な決定は、溶加材についてではなく、適切な加熱方法を選択することです。あなたの選択は、接合部の品質、生産速度、そしてプロジェクト全体のコストに直接影響します。
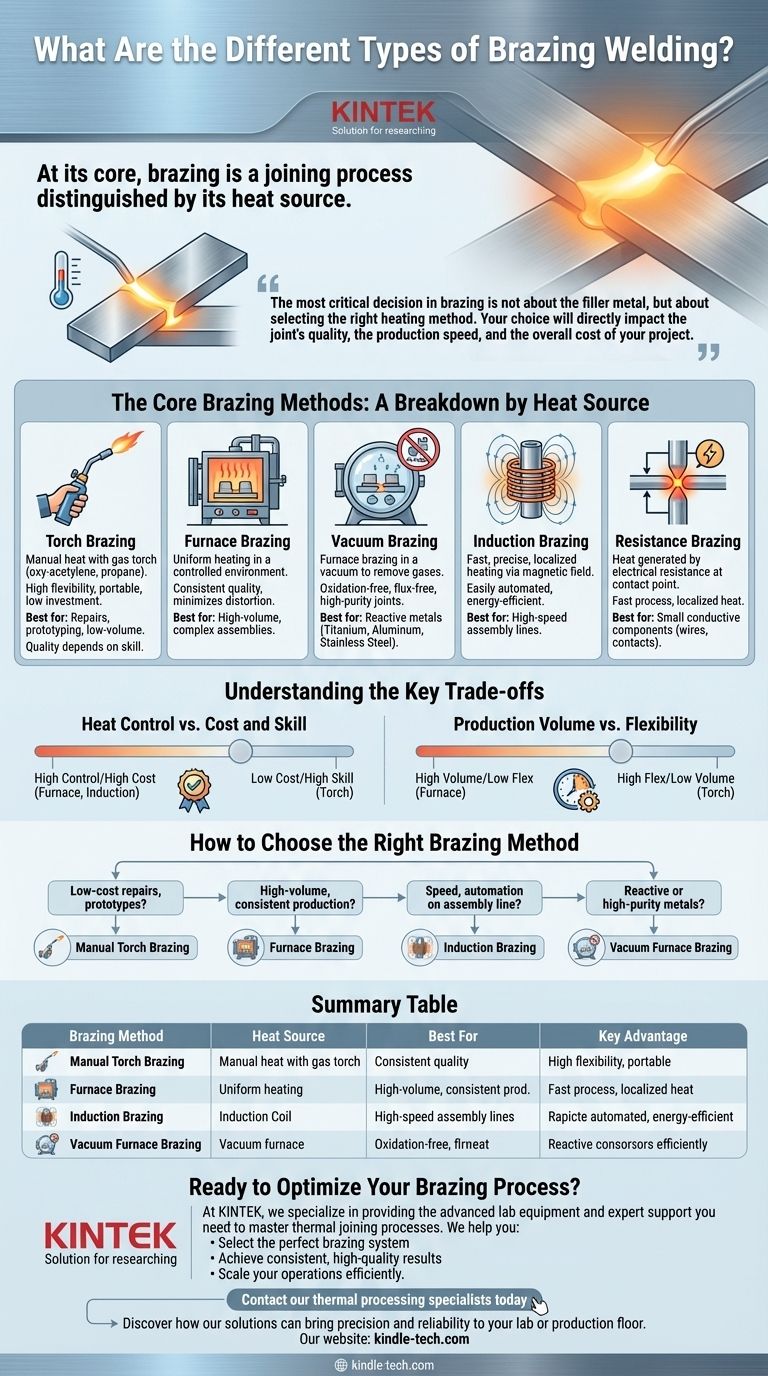
主なろう付け方法:熱源による分類
ろう付け方法は、熱をどのように発生させ、適用するかによってほぼ常に分類されます。各アプローチは、速度、コスト、精度、および異なる材料や生産量への適合性において独自の特性を提供します。
トーチろう付け
これは最も一般的で汎用性の高いろう付けの形態です。ガス燃料のトーチ(酸素アセチレンやプロパンなど)を使用して、部品を手動で加熱し、溶加合金を接合部に溶かし込みます。
携帯性に優れ、初期投資が少ないため、修理、試作、少量生産に最適です。ただし、品質は作業者のスキルに大きく依存します。
炉内ろう付け
炉内ろう付けでは、部品(溶加材を事前に配置したもの)を高温炉に装填します。アセンブリ全体は、ろう付け温度まで制御された環境で均一に加熱されます。
この方法は、複雑なアセンブリの大量生産に最適であり、歪みを最小限に抑えながら一貫した高品質の接合部を生成します。届きにくい接合部でも均一に加熱されることを保証します。
真空ろう付け
真空ろう付けは、炉内ろう付けの特殊なタイプです。プロセスは真空中で行われ、金属を汚染したり酸化させたりする可能性のある酸素やその他のガスを除去します。
これは、チタン、アルミニウム、ステンレス鋼などの反応性金属の接合、およびクリーンでフラックスフリーな接合部の作成に不可欠です。航空宇宙、医療、半導体産業の標準となっています。
誘導ろう付け
この方法は、誘導コイルによって生成される交流磁場を使用して、導電性金属部品を加熱します。加熱は非常に高速で、正確であり、接合部に局所化されます。
誘導ろう付けは自動化が容易で再現性が高いため、高速組立ラインに最適な選択肢です。接合する必要がある部品の部分のみを加熱するため、エネルギー効率も優れています。
抵抗ろう付け
抵抗ろう付けは、電流が流れる際に接合部の電気抵抗を利用して熱を発生させます。通常、炭素電極を介して行われます。熱は接触点に集中します。
これは、小型で導電性の高い部品の接合に適した高速プロセスです。局所的な加熱が重要な電気接点やワイヤーの取り付けに一般的に使用されます。

主要なトレードオフを理解する
ろう付け方法の選択には、相反する優先事項のバランスを取ることが含まれます。これらのトレードオフを理解することは、技術的およびビジネス上の目標に合致する情報に基づいた決定を下す上で非常に重要です。
熱制御 vs. コストとスキル
精密な熱制御は、高品質なろう付け接合にとって最も重要な要素です。
炉内ろう付けと誘導ろう付けは、優れた自動制御を提供しますが、高い設備投資を伴います。トーチろう付けは安価ですが、熱管理の責任は熟練した作業者に完全に委ねられます。
生産量 vs. 柔軟性
必要な生産量が選択を決定します。炉内ろう付けは、同一部品の大量生産向けに構築されていますが、加熱および冷却サイクルが長いため、一点物の作業には非常に非効率です。
トーチろう付けは、独自の修理や試作に最大限の柔軟性を提供しますが、大量生産向けの自動化された方法の速度と再現性には匹敵しません。
材料と雰囲気の純度
接合する母材によっては、特定のろう付け方法がすぐに不適格となる場合があります。多くの高強度合金や反応性金属は、高温で酸素にさらされると弱くなったり損傷したりします。
これらの材料の場合、トーチろう付けは選択肢になりません。制御された雰囲気が必要であり、真空または不活性ガス(窒素やアルゴンなど)を使用した炉内ろう付けが唯一の実行可能な選択肢となります。
適切なろう付け方法の選び方
あなたの特定の用途と目標が、正しい方法を示してくれるでしょう。これらのガイドラインを使用して、選択肢を絞り込みましょう。
- 低コストの修理や一点物の試作が主な焦点である場合:手動トーチろう付けは、柔軟性と低い初期投資の最良の組み合わせを提供します。
- 大量生産で一貫した生産が主な焦点である場合:炉内ろう付けは、大規模な信頼性の高い接合部を作成するための業界標準です。
- 組立ラインでの速度と自動化が主な焦点である場合:誘導ろう付けは、比類のない速度と正確で再現性のある局所加熱を提供します。
- 反応性金属や高純度金属(例:チタン、ステンレス鋼)の接合が主な焦点である場合:酸化を防ぎ、接合部の完全性を確保するために、真空炉内ろう付けは不可欠です。
最終的に、熱源の選択を習得することが、ろう付け作業を成功させるための最も重要なステップです。
まとめ表:
| ろう付け方法 | 熱源 | 最適な用途 | 主な利点 |
|---|---|---|---|
| トーチろう付け | ガス燃料トーチ | 修理、試作、少量生産 | 低コスト、高い柔軟性 |
| 炉内ろう付け | 制御された炉 | 大量生産、複雑なアセンブリ | 一貫した品質、均一な加熱 |
| 真空ろう付け | 真空炉 | 反応性金属(チタン、ステンレス鋼) | 酸化なし、高純度接合 |
| 誘導ろう付け | 電磁誘導 | 自動組立ライン | 高速、精密、局所加熱 |
| 抵抗ろう付け | 電気抵抗 | 小型導電部品 | 局所加熱、高速プロセス |
ろう付けプロセスを最適化する準備はできていますか?
適切なろう付け方法を選択することは、金属部品に強力で信頼性の高い接合部を実現するために不可欠です。KINTEKでは、熱接合プロセスを習得するために必要な高度な実験装置と専門的なサポートを提供しています。
KINTEKがお手伝いできること:
- 特定の材料と生産量に最適なろう付けシステムを選択
- 精密な温度制御と雰囲気管理により、一貫した高品質の結果を達成
- 試作から大量生産まで、効率的に運用を拡大
反応性合金を扱っている場合でも、自動化されたソリューションが必要な場合でも、KINTEKはろう付け能力を向上させるための機器と専門知識を持っています。
プロジェクト要件について話し合い、当社のソリューションがお客様のラボや生産現場に精度と信頼性をもたらす方法を発見するために、今すぐ当社の熱処理スペシャリストにご連絡ください。
ビジュアルガイド