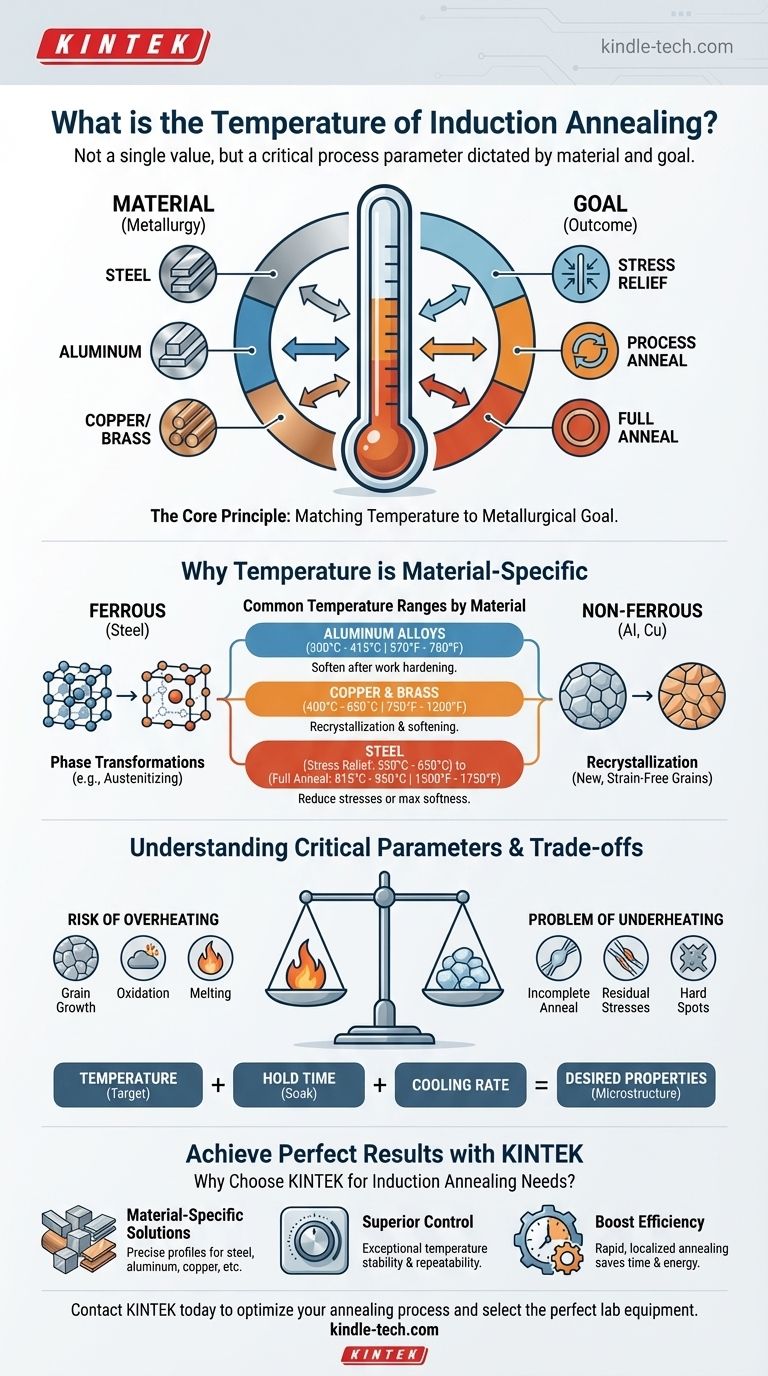
誘導焼鈍の温度は単一の値ではありません。むしろ、処理される特定の金属と目的とする冶金学的結果に完全に依存する重要なプロセスパラメーターです。例えば、鋼の残留応力除去には、アルミニウム合金を完全に軟化させる場合とは異なる温度が必要です。
理解すべき核となる原則は、誘導焼鈍の温度は材料固有の冶金によって決定されるということです。目標は、過度の粒成長や溶融などの望ましくない影響を引き起こすことなく、応力除去や再結晶化などの特定の変化を誘発する正確な点まで金属を加熱することです。
核となる原則:冶金学的目標に温度を合わせる
焼鈍プロセスを制御するには、まず熱処理の目的と、選択した材料が熱エネルギーにどのように反応するかを理解する必要があります。
焼鈍とは?
焼鈍は、材料の機械的または電気的特性に望ましい変化をもたらすために、材料の微細構造を変化させる熱処理プロセスです。
一般的な目的には、成形性を向上させるための金属の軟化、延性の向上、以前の加工による内部応力の除去、および結晶粒構造の微細化が含まれます。
温度が材料固有である理由
異なる金属や合金は、根本的に異なる原子構造と変態点を持っています。焼鈍に必要な温度は、これらの冶金学的節目に直接関連しています。
鋼の場合、臨界温度はフェライト・パーライト組織からオーステナイトへの変化などの相変態に関連します。アルミニウムや銅などの非鉄合金の場合、重要な温度は、ひずみのない新しい結晶粒が形成される**再結晶**に関連しています。
材料別の一般的な温度範囲
特定の温度は正確な合金と目的に対して検証する必要がありますが、一般的なガイドラインは信頼できる出発点を提供します。
鋼の焼鈍
鋼の焼鈍温度は、炭素含有量と意図する結果によって劇的に異なります。
- 残留応力除去:通常、**550°C~650°C(1020°F~1200°F)**。これは、硬度にほとんど影響を与えずに内部応力を低減します。
- 加工焼鈍/臨界焼鈍:通常、**650°C~720°C(1200°F~1330°F)**。これは、さらなる冷間加工のために鋼を軟化させるために使用されます。
- 完全焼鈍:通常、**815°C~950°C(1500°F~1750°F)**の**オーステナイト化温度**以上に加熱し、その後非常にゆっくり冷却して、可能な限り最も柔らかい状態にする必要があります。
銅および真鍮の焼鈍
銅とその合金は、加工硬化後に軟化させるために焼鈍されます。このプロセスは再結晶によって支配されます。
銅と真鍮の一般的な焼鈍温度範囲は、**400°C~650°C(750°F~1200°F)**です。温度が高いほど、焼鈍は速く柔らかくなりますが、過度の粒成長のリスクがあります。
アルミニウム合金の焼鈍
アルミニウムは、過熱や溶融を避けるために、より低い温度と正確な制御を必要とします。
ほとんどのアルミニウム合金は、**300°C~415°C(570°F~780°F)**の範囲で焼鈍されます。正確な温度と保持時間(保持時間)は、材料の完全性を損なうことなく目的の特性を達成するために重要です。
トレードオフと重要なパラメーターの理解
温度は最も重要な変数ですが、単独で機能するわけではありません。熱プロファイル全体を制御できないと、プロセスの失敗につながる可能性があります。
過熱のリスク
目標温度を超えると有害になる可能性があります。過度の**粒成長**を引き起こし、強度と靭性が低下したり、望ましくない表面酸化を引き起こしたりする可能性があります。極端な場合には、局所的な溶融や部品の廃棄につながる可能性があります。
過熱不足の問題
熱が不十分だと、目的の冶金学的変態が完全に完了しません。これにより、焼鈍が不完全になり、残留応力や硬い斑点が残り、その後の成形工程や最終的な使用での故障の原因となる可能性があります。
保持時間と冷却速度が重要である理由
温度は熱レシピの一部にすぎません。
- 保持時間:熱が部品の内部に浸透し、微細構造が完全に変態するために、材料を目標温度に保持するのに十分な時間が必要です。これは「浸漬時間」と呼ばれることがよくあります。
- 冷却速度:加熱後、冷却速度が最終的な微細構造と特性を決定します。鋼の完全焼鈍にはゆっくりとした冷却が不可欠ですが、他のプロセスではそれほど影響を受けない場合があります。
誘導の独自の利点
誘導加熱は、非常に正確で、迅速で、再現性のある温度制御を提供します。これにより、部品の特定の領域を、コンポーネントの他の部分に影響を与えることなく、ターゲットを絞った焼鈍が可能になり、炉ベースのメソッドに対する大きな利点となります。
アプリケーションの適切な温度の決定
正しい温度を選択するには、まず目的を定義する必要があります。プロセスパラメーターは、達成する必要のある材料特性の直接的な関数です。
- 最大の柔らかさと延性(完全焼鈍)が主な焦点の場合:材料の上部臨界変態温度(鋼の場合はオーステナイト化など)以上に加熱し、非常にゆっくりと冷却する必要があります。
- 製造による応力を除去することが主な焦点の場合(応力除去):大きな微細構造の変化を避けるのに十分低いが、原子の移動を許容するのに十分高い、低い臨界温度を使用します。
- さらなる冷間加工のために部品を軟化させることが主な焦点の場合(加工焼鈍):完全焼鈍の時間とエネルギーコストなしに再結晶を可能にする温度まで加熱します。
- アルミニウムや銅などの非鉄合金を扱っている場合:温度は大幅に低くなり、相変態ではなく、特定の合金の再結晶データによって決定されます。
結局のところ、誘導焼鈍を習得することは、温度を静的な数値としてではなく、材料の最終的な特性を制御するための動的なツールとして扱うことから始まります。
要約表:
| 材料 | 一般的な焼鈍温度範囲 | 主な目標 |
|---|---|---|
| 鋼(応力除去) | 550°C - 650°C (1020°F - 1200°F) | 内部応力の低減 |
| 鋼(完全焼鈍) | 815°C - 950°C (1500°F - 1750°F) | 最大の柔らかさと延性 |
| アルミニウム合金 | 300°C - 415°C (570°F - 780°F) | 加工硬化後の軟化 |
| 銅および真鍮 | 400°C - 650°C (750°F - 1200°F) | 再結晶と軟化 |
KINTEKで完璧な焼鈍結果を実現
適切な温度を選択することは最初のステップにすぎません。正確で再現性のある熱制御こそが、成功した焼鈍と廃棄される部品を分けるものです。KINTEKの高度な誘導加熱システムは、あらゆる金属の応力除去、軟化、完全焼鈍に必要な正確な制御を提供します。
ラボの誘導焼鈍ニーズにKINTEKを選ぶ理由:
- 材料固有のソリューション:当社の装置は、鋼、アルミニウム、銅などの処理に必要な正確な熱プロファイルを処理するように設計されています。
- 優れた制御:システムの優れた温度安定性と再現性により、過熱や過熱不足を回避できます。
- 効率の向上:従来の炉方式よりも速く、局所的な焼鈍を達成し、時間とエネルギーを節約します。
焼鈍プロセスを最適化する準備はできましたか? 今すぐKINTEKにお問い合わせいただき、お客様の特定の材料とアプリケーションの目標に最適なラボ機器の選択について専門家がお手伝いします。
ビジュアルガイド