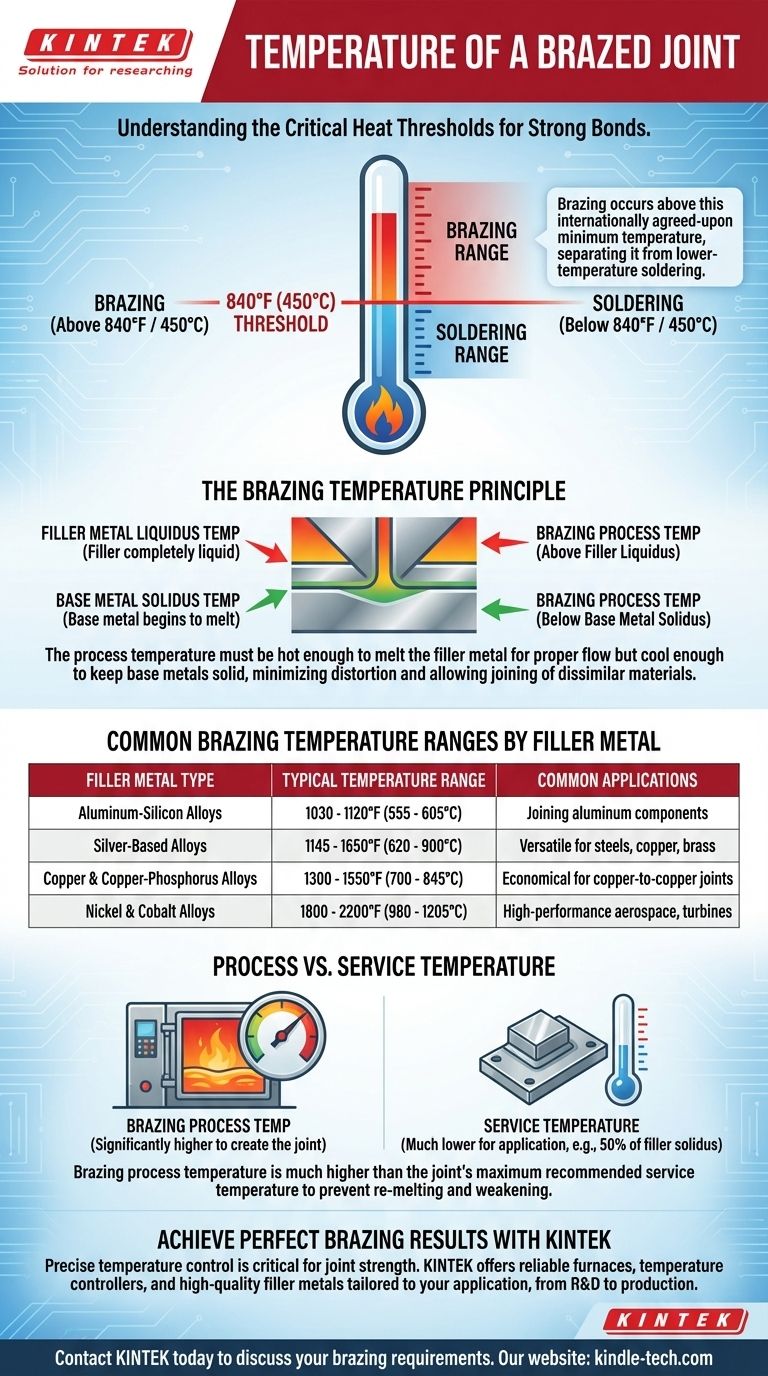
ろう付け接合部の温度は、使用される特定の溶加材によって定義されますが、プロセスは常に840°F(450°C)を超える温度で行われます。この最低温度は、ろう付けと低温プロセスであるはんだ付けを区別する国際的に合意されたしきい値です。実際のろう付け温度は、溶加合金の融点よりわずかに高くなりますが、接合される部品の融点よりは常に低くなります。
ろう付けにおける臨界温度は単一の値ではなく、選択された溶加材によって決定される特定の範囲です。プロセスは、溶加材を溶かすのに十分な高温であると同時に、母材を固体のままに保つために十分な低温でなければなりません。この原理が、ろう付けを溶接と根本的に区別しています。

ろう付けにおける温度の決定的な役割
関係する温度を理解することは、ろう付けプロセス全体を理解する上で核となります。それは、材料の選択から接合部の最終的な強度まで、すべてを支配します。
840°F(450°C)のしきい値
この温度は、はんだ付けとろう付けの間の公式な境界線です。この点より低い融点を持つ溶加材を使用するプロセスははんだ付けであり、それより高いプロセスはろう付けです。
溶加材の液相線温度
すべてのろう付け溶加合金には、完全に液体になる点である液相線温度があります。溶加材が毛細管現象によって接合部に適切に流れるようにするためには、ろう付けプロセス温度を溶加材の液相線よりわずかに高く設定する必要があります。
母材の固相線以下を維持する
逆に、すべての材料には、溶け始める固相線温度があります。ろう付けの核心原理は、プロセス温度が接合される金属の固相線より安全に低く保たれなければならないということです。これにより、母材部品が溶けるのを防ぎ、熱変形を最小限に抑え、異種金属の接合を可能にします。
溶加材による一般的なろう付け温度範囲
必要な温度は、溶加材の組成に直接関係します。異なる合金は、異なる母材や用途に使用され、それぞれ独自の作業範囲を持っています。
アルミニウム-シリコン合金
これらの溶加材は、アルミニウム部品の接合に使用されます。アルミニウム母材自体が比較的低い融点を持つため、溶融を避けるためには低い融点が不可欠です。
- 一般的な範囲: 1030 - 1120°F (555 - 605°C)
銀系合金
「銀はんだ」(技術的には誤称)と呼ばれることが多いですが、これらは鋼、銅、真鍮の接合に最も汎用性が高く、広く使用されている溶加材の一部です。
- 一般的な範囲: 1145 - 1650°F (620 - 900°C)
銅および銅-リン合金
これらは、主に銅と銅(多くの場合フラックスなしで)または真鍮や青銅などの他の銅ベース合金の接合に使用される経済的な選択肢です。
- 一般的な範囲: 1300 - 1550°F (700 - 845°C)
ニッケルおよびコバルト合金
航空宇宙エンジンや産業用タービンなどの高性能用途で使用され、これらの溶加材は高温での優れた強度と耐食性を提供します。
- 一般的な範囲: 1800 - 2200°F (980 - 1205°C)
トレードオフの理解:プロセス温度と使用温度
よく混同される点として、接合部を作成するために必要な温度と、最終的な用途で接合部が耐えることができる温度の違いがあります。
プロセス温度と動作温度
ろう付けプロセス温度は、接合部の推奨される最大使用温度よりも常に著しく高くなります。冷却すると溶加材は再固化しますが、元の融点に達するずっと前に強度を失い、軟化し始めます。
経験則
一般的なガイドラインとして、ろう付け接合部は、使用温度が溶加材の固相線温度の50%を超える用途で使用すべきではありません。重要な用途では、これは溶加材メーカーの仕様によって検証されなければなりません。
過熱のリスク
適切なろう付け温度を超えたり、母材の融点に近づきすぎたりすると、重大な問題が発生する可能性があります。これには、部品の変形、金属の望ましくない結晶粒成長、あるいは部品の完全な破損が含まれます。正確な温度制御が不可欠です。
用途に応じた適切な選択
正しいろう付け温度を選択することは、溶加材を母材と最終製品の要求に合わせることです。
- 銅や鋼などの一般的な金属の接合が主な焦点の場合: 銀系溶加合金から始めましょう。これらは、ほとんどの汎用作業に適した1145-1650°F(620-900°C)の汎用性の高い温度範囲を提供します。
- 熱に敏感な材料や異種材料の接合が主な焦点の場合: 部品への熱応力を最小限に抑えるために、強度要件を満たしつつ、可能な限り低い液相線温度を持つ溶加材を選択してください。
- 高性能航空宇宙またはタービン用途が主な焦点の場合: 必要な強度を達成するために、1800°F(980°C)を超えるプロセス温度を必要とするニッケルまたはコバルト系合金を制御された雰囲気で使用する必要があります。
ろう付けをマスターすることは、温度が単なる設定ではなく、冶金学的結合自体を制御するための鍵であることを理解することから始まります。
要約表:
| 溶加材の種類 | 一般的なろう付け温度範囲 | 一般的な用途 |
|---|---|---|
| アルミニウム-シリコン合金 | 1030 - 1120°F (555 - 605°C) | アルミニウム部品の接合 |
| 銀系合金 | 1145 - 1650°F (620 - 900°C) | 鋼、銅、真鍮に汎用 |
| 銅および銅-リン | 1300 - 1550°F (700 - 845°C) | 銅-銅接合に経済的 |
| ニッケルおよびコバルト合金 | 1800 - 2200°F (980 - 1205°C) | 高性能航空宇宙、タービン |
KINTEKで完璧なろう付け結果を達成
適切なろう付け温度を選択することは、接合部の強度と完全性にとって非常に重要です。デリケートなアルミニウム部品を扱う場合でも、高温ニッケル合金を扱う場合でも、KINTEKのラボ機器と消耗品に関する専門知識は、成功に必要な正確なツールと材料を保証します。
当社は、研究開発から生産まで、お客様の特定の用途に合わせて調整された信頼性の高い炉、温度コントローラー、高品質の溶加材を提供しています。当社のチームが、優れた再現性のある結果を得るために、お客様のろう付けプロセスを最適化するお手伝いをいたします。
今すぐKINTEKにお問い合わせください お客様のろう付け要件について話し合い、当社のソリューションがお客様のラボの能力をどのように向上させることができるかを発見してください。
ビジュアルガイド