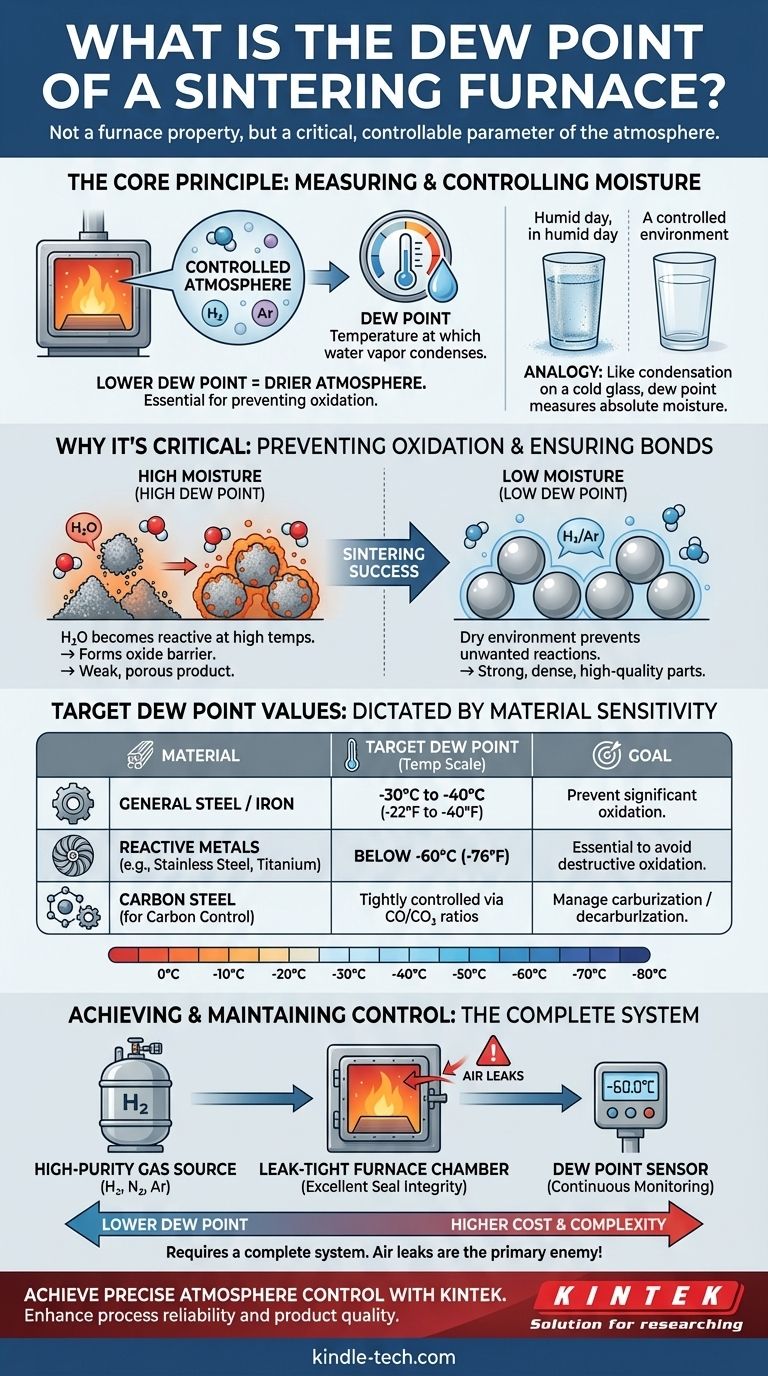
焼結の文脈において、露点は炉自体の固定された特性ではなく、炉内の雰囲気の重要かつ制御可能なパラメータです。これは、炉の雰囲気中に存在する水蒸気が液体の水に凝縮する温度を表します。したがって、目標露点は処理される特定の材料に基づいて設定され、低い露点は、高温での酸化を防ぐために不可欠な、より乾燥した、より制御された雰囲気を意味します。
理解すべき核となる原則は、露点が炉の雰囲気中の水分を測定および制御するための主要な指標であるということです。低い露点は、焼結部品の構造的完全性を損なう可能性のある酸化などの望ましくない化学反応を防ぐ乾燥した環境を示すため、極めて重要です。
焼結において露点が重要な理由
焼結は単なる熱処理プロセスではなく、熱化学プロセスです。部品を取り巻く雰囲気は温度と同じくらい重要であり、湿気は最も有害な汚染物質の1つです。
雰囲気制御の役割
制御された雰囲気の目標は、特定の化学環境を作り出すことです。この環境は、金属粉末の酸化を防ぎ、場合によっては、すでに存在する表面酸化物を積極的に還元する必要があります。
乾燥水素(H₂)、解離アンモニア(H₂-N₂)、またはアルゴン(Ar)などの不活性ガスが使用されます。これらのガスの純度は極めて重要です。
湿気が酸化を引き起こす仕組み
焼結炉内の極端な温度では、水蒸気(H₂O)は非常に反応性が高くなります。それは、結合しようとしている金属部品に酸素原子を容易に供与します。
これにより、粉末粒子の表面に金属酸化物が形成されます。これらの酸化物層は障壁として機能し、粒子が適切に結合して緻密化するのを妨げ、結果として弱く多孔質の最終製品になります。
炉の文脈における露点の定義
湿度の高い日に冷たいグラスを想像してみてください。水が外側に凝縮します。そのグラスの温度は、周囲の空気の露点と同じかそれ以下です。
炉内では、露点はプロセスガス中の絶対水分含有量の直接的な尺度です。露点が-40°Cということは、ガスが非常に乾燥しているため、水が凝縮する前に-40°Cまで冷却する必要があることを意味します。露点が低いほど、水蒸気は少なくなります。

異なるプロセスにおける目標露点値
必要な露点は、材料の酸素感受性によって完全に決まります。単一の「正しい」値はなく、冶金学的要件によって異なります。
一般的な粉末冶金(例:鋼)の場合
一般的な鉄鋼系部品の場合、比較的乾燥した雰囲気で十分です。主な目標は、重大な酸化を防ぐことです。
鋼の焼結における一般的な目標露点は、-30°Cから-40°C(-22°Fから-40°F)の範囲です。
反応性および高親和性金属の場合
ステンレス鋼、チタン、アルミニウム、および特定の特殊合金などの材料は、酸素に対する親和性が非常に高いです。焼結温度では、微量の湿気でも破壊的な酸化を引き起こす可能性があります。
これらの材料の場合、非常に乾燥した雰囲気は不可欠です。目標露点はしばしば-60°C(-76°F)を下回り、高純度ガスと、多くの場合精製ガスが再充填される真空炉のような優れた完全性を持つ炉が必要です。
炭素ポテンシャルの制御について
炭素鋼の焼結のようなより高度な用途では、露点はCO/CO₂比率とともに監視されます。このバランスが雰囲気の「炭素ポテンシャル」を決定します。つまり、鋼部品に炭素を添加する(浸炭)か、炭素を除去する(脱炭)かです。最終的な材料硬度を達成するには、正確な露点制御が不可欠です。
トレードオフと課題の理解
低い露点を達成し維持することは、炉の設計、コスト、および操作に直接影響する重要な技術的課題です。
低い露点の達成と測定
低い露点は炉単独では達成できません。高純度プロセスガスの供給源、漏れのないガス供給ライン、および優れたシール完全性を持つ炉チャンバーを含む完全なシステムが必要です。
特殊な露点センサー(湿度計)を設置し、雰囲気を継続的に監視して、プロセスが仕様内であることを確認する必要があります。
コストと純度
ガスが乾燥しているほど、購入または現場で生成する費用が高くなります。同様に、設計機能に示されているように、「漏れのない」高真空を維持できる炉は、はるかに高価です。-60°Cの露点を達成するためのコストは、-30°Cの場合よりも大幅に高くなります。
空気漏れの危険性
低い露点の最大の敵は空気漏れです。ドアシール、継手、または溶接のわずかな亀裂でも、周囲の湿気を含んだ空気が炉内に引き込まれる可能性があります。これにより、露点が瞬時に上昇し、高価な部品のバッチ全体が台無しになる可能性があります。これが、炉の製造品質と定期的なメンテナンスが非常に重要である理由です。
目標に合った適切な選択をする
目標露点は、材料と品質要件の直接的な関数です。
- 一般的な鋼または鉄部品の焼結が主な焦点である場合:標準的な乾燥雰囲気を使用し、露点が約-40°Cの適切にメンテナンスされた炉で通常十分です。
- ステンレス鋼やチタンなどの酸素感受性材料の焼結が主な焦点である場合:-60°C以下の露点を維持できる高完全性または真空炉システムに投資する必要があります。
- プロセスの一貫性と品質管理の確保が主な焦点である場合:炉の露点の継続的なリアルタイム監視は、単一の目標値よりも重要です。これにより、漏れなどの問題を即座に検出できます。
最終的に、露点の制御は、焼結プロセスの化学的性質を制御し、成功した結果を保証するために不可欠です。
要約表:
| 材料タイプ | 一般的な目標露点 | 主な考慮事項 |
|---|---|---|
| 一般鋼 / 鉄 | -30°Cから-40°C (-22°Fから-40°F) | 重大な酸化を防ぐ |
| 反応性金属(ステンレス鋼、チタン) | -60°C (-76°F)未満 | 破壊的な酸化を避けるために不可欠 |
| 炭素鋼(炭素制御用) | CO/CO₂比率に基づいて厳密に制御 | 浸炭/脱炭を管理 |
KINTEKで正確な雰囲気制御を実現
焼結炉の露点制御は、単なる技術的な詳細ではありません。それは、高品質で構造的に健全な製品と、失敗した部品のバッチとの違いを意味します。KINTEKは、実験装置と消耗品を専門とし、焼結の成功に不可欠な乾燥した制御された雰囲気を維持するための堅牢なソリューションを提供します。
当社の専門知識により、お客様のラボは次のことが可能になります。
- 酸化防止:超低露点を維持し、酸素感受性材料を保護します。
- プロセスの一貫性の確保:リアルタイム監視を実装し、即座の漏れ検出と品質管理を実現します。
- 材料の最適化:一般的な鋼から反応性合金まで、特定のニーズに合った雰囲気を提供します。
湿気によって結果が損なわれることがないようにしてください。今すぐKINTEKにお問い合わせください。当社の焼結炉ソリューションが、お客様のプロセスの信頼性と製品品質をどのように向上させることができるかについてご相談ください。
ビジュアルガイド
関連製品
- 9MPa空気圧焼結炉(真空熱処理付)
- スパークプラズマ焼結炉 SPS炉
- 真空熱処理・モリブデン線焼結炉(真空焼結用)
- 小型真空熱処理・タングステン線焼結炉
- 歯科用ポーセレンジルコニア焼結セラミック真空プレス炉



















