ろう付けにおける気孔は、接合部を著しく弱め、その完全性を損なう可能性のある一般的な欠陥です。これは、ガスや空気がろう付け接合部内に閉じ込められ、空隙や泡を形成するときに発生します。気孔の原因は多岐にわたり、不適切な表面処理、不十分な洗浄、フィラー材料の流れの悪さ、不正確な加熱速度、不十分な保持時間や温度などの要因に起因する可能性があります。これらの原因を理解することは、ろう付けプロセスを最適化し、高品質で耐久性のある接合部を確保するために不可欠です。
主要なポイントの説明:
-
不適切な表面処理:
- 表面処理は、強力なろう付け接合部を達成するために重要です。接合される表面が平坦で滑らかでなく、汚染物質がない場合、毛細管現象とフィラー材料の流れが妨げられる可能性があります。これにより、不完全な濡れと空隙の形成につながる可能性があります。
- 表面の酸化膜、油、グリース、またはその他の残留物は、適切な接合を妨げ、ガスを閉じ込めて気孔を引き起こす可能性があります。
- 解決策:ろう付け前に、酸化層や汚染物質の除去を含む、徹底的な洗浄と表面処理を確実に実施してください。
-
不十分な洗浄:
- 洗浄効果は、材料、大気条件、および取り扱いに依存します。材料が適切に洗浄されていない場合、または洗浄後に汚染物質にさらされた場合、気孔が発生する可能性があります。
- 解決策:ろう付け直前に材料を洗浄し、再汚染を防ぐために取り扱いを最小限に抑えてください。
-
フィラー材料の流れの悪さ:
- フィラー材料は、強力な接合部を形成するために、接合部に均一かつ完全に流れる必要があります。フィラー材料が表面を適切に濡らさない場合、または接合部に隙間がある場合、ガスが閉じ込められ、気孔につながる可能性があります。
- 解決策:適切なフィラー材料の流れを確保するために、温度、保持時間、加熱速度などのろう付けパラメータを最適化してください。
-
不正確な加熱速度:
- 加熱が速すぎたり不均一だったりすると、局所的な過熱や不十分な加熱を引き起こし、フィラー材料の不完全な溶融やガスの閉じ込めにつながる可能性があります。
- 解決策:均一な温度分布とフィラー材料の適切な溶融を確保するために、加熱速度を制御してください。
-
不十分な保持時間または温度:
- 保持温度と時間は、完全なろう付けを達成するために重要です。温度が低すぎるか、保持時間が短すぎる場合、フィラー材料が完全に溶融または流動せず、空隙が生じる可能性があります。
- 解決策:使用する特定の材料とフィラー合金について推奨される保持温度と時間のガイドラインに従ってください。
-
真空レベルと雰囲気:
- 真空ろう付けでは、接合部領域からガスを除去するのに十分な真空レベルが必要です。真空レベルが低すぎる場合、残留ガスが気孔を引き起こす可能性があります。
- 解決策:使用する材料とろう付けプロセスに適した真空レベルを確保してください。
-
材料固有の要因:
- 母材の種類とフィラー合金は、気孔に影響を与える可能性があります。例えば、アルミニウム合金は酸化膜を形成しやすく、適切に除去されないとガスを閉じ込める可能性があります。
- 解決策:互換性のある材料を選択し、特定の合金に適した洗浄およびろう付け技術を使用してください。
-
接合部の設計と形状:
- 接合される部品の形状とサイズは、フィラー材料の流れとガスの閉じ込めに影響を与える可能性があります。複雑な形状や狭い隙間は、気孔のリスクを高める可能性があります。
- 解決策:フィラー材料の流れのために適切なクリアランスとアクセス性を備えた接合部を設計してください。
-
冷却速度:
- 急速な冷却は接合部内にガスを閉じ込める可能性があり、一方、ゆっくりとした冷却はガスを逃がします。不適切な冷却速度は気孔の一因となる可能性があります。
- 解決策:接合部の強度を損なうことなくガスが逃げるように冷却速度を制御してください。
これらの要因に対処し、ろう付けプロセスを最適化することにより、気孔を最小限に抑え、より強力で信頼性の高い接合部を実現できます。

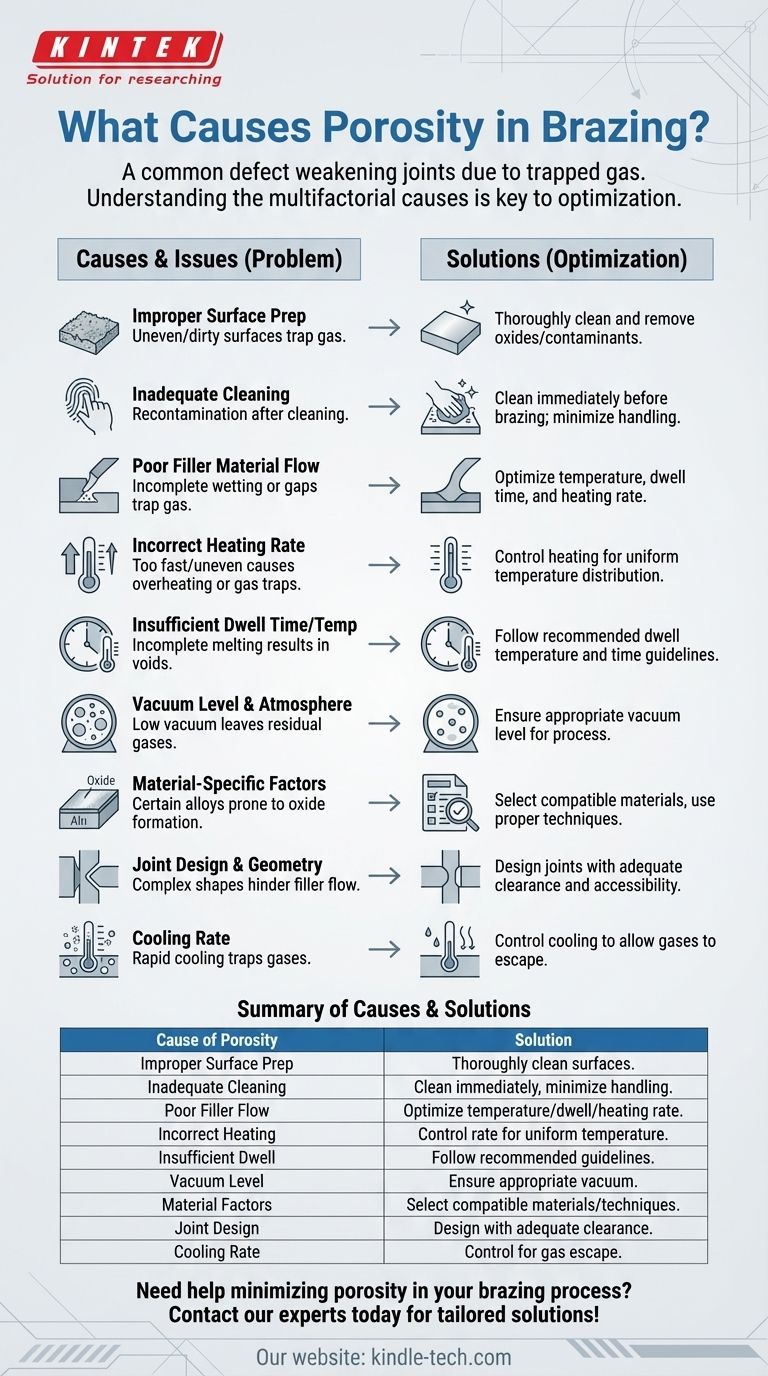
要約表:
| 気孔の原因 | 解決策 |
|---|---|
| 不適切な表面処理 | 表面を徹底的に洗浄・処理し、酸化物や汚染物質を除去する。 |
| 不十分な洗浄 | ろう付け直前に材料を洗浄し、取り扱いを最小限に抑える。 |
| フィラー材料の流れの悪さ | ろう付けパラメータ(温度、保持時間、加熱速度)を最適化する。 |
| 不正確な加熱速度 | 均一な温度分布のために加熱速度を制御する。 |
| 不十分な保持時間/温度 | 推奨される保持温度と時間のガイドラインに従う。 |
| 真空レベルと雰囲気 | 材料とプロセスに適した真空レベルを確保する。 |
| 材料固有の要因 | 互換性のある材料を選択し、適切な洗浄/ろう付け技術を使用する。 |
| 接合部の設計と形状 | フィラーの流れのために適切なクリアランスとアクセス性を備えた接合部を設計する。 |
| 冷却速度 | 接合部を弱めることなくガスが逃げるように冷却速度を制御する。 |
ろう付けプロセスにおける気孔を最小限に抑えるのに役立ちますか? 今すぐ専門家にお問い合わせください。オーダーメイドのソリューションをご提供します!
ビジュアルガイド