鋼の熱処理は、金属の物理的および機械的特性を意図的に変化させるために、加熱と冷却を高度に制御するプロセスです。主な方法には、焼なまし、焼入れ、焼戻し、表面硬化があり、それぞれ硬度の向上、靭性の改善、鋼の加工性の向上など、特定の目的を達成するように設計されています。
選択する特定の熱処理方法は、「最良の」ものを見つけることではなく、鋼の内部構造を最終用途の要求に合わせて設計するために、正確な熱サイクル(加熱、保持、冷却)を選択することです。
熱処理の目的:ミクロ組織の制御
鋼部品の特性は、その内部結晶構造、つまりミクロ組織によって決まります。熱処理は、この構造を操作するために使用されるツールです。
温度の役割
鋼を高温(通常723°Cまたは1333°F以上)に加熱すると、炭素が鉄マトリックスに溶解し、オーステナイトと呼ばれる構造が形成されます。この相は、ほとんどの熱処理に必要な出発点です。
重要な要素:冷却速度
鋼の最終的な特性は、オーステナイト状態からどれだけ速く冷却されるかによってほぼ完全に決まります。冷却速度は、どのミクロ組織が形成されるかを決定し、硬度や強度などの特性を固定します。

主要な熱処理プロセス
各主要プロセスは、異なる冷却戦略を使用して、異なる結果を達成します。それらを異なる目的地へ導く異なる道筋と考えてください。
焼なまし:最大の軟らかさのための「リセット」ボタン
焼なましの目的は、鋼を最も軟らかく、最も延性があり、最も加工しやすい状態にすることです。製造中に蓄積された内部応力を除去するために使用されます。
このプロセスには、鋼を加熱し、均一性を確保するためにその温度で保持し、その後、可能な限りゆっくりと冷却することが含まれます。多くの場合、電源を切った炉の中に放置することで冷却します。このゆっくりとした冷却により、パーライトと呼ばれる軟らかく粗いミクロ組織が形成されます。
焼入れ:最大の硬度への道
焼入れは、鋼を可能な限り硬くするために行われます。工具、刃物、耐摩耗性部品を製造するための基本的なプロセスです。
このプロセスでは、鋼を加熱してオーステナイトを形成させ、その後、非常に急速に冷却します。これは、熱い部品を水、油、あるいは強制空気に入った媒体に浸すことによって行われます。この「熱衝撃」により、鋼の炭素が非常に硬くてもろい構造であるマルテンサイトに閉じ込められます。
焼戻し:硬度と靭性のバランスを見つける
焼入れされた部品は非常に硬いですが、同時に非常にもろく、破損しやすいです。焼戻しは、この脆性を低減するための不可欠な後続プロセスです。
焼戻しには、硬化(焼入れ)された鋼をはるかに低い温度(例:200〜600°Cまたは400〜1100°F)に再加熱し、設定された時間保持することが含まれます。このプロセスは、わずかな硬度を犠牲にして、靭性(材料がエネルギーを吸収し、破壊に抵抗する能力)を大幅に向上させます。
特殊な表面処理
場合によっては、部品全体を硬くする必要はありません。耐摩耗性のために硬い表面だけが必要で、衝撃に耐えるために部品の内部は靭性を保ちたい場合があります。
表面硬化:硬い殻と丈夫な芯
表面硬化は、鋼の表面化学のみを改質するプロセス群です。これにより、より軟らかく、より丈夫な「芯」の周りに高硬度の「ケース(層)」が形成されます。
浸炭(炭素を追加)や窒化(窒素を追加)などのプロセスは、これらの元素を表面層に拡散させます。その後、部品は通常、焼入れと焼戻しが行われます。これは、表面摩耗に耐えつつ、衝撃荷重にも耐えなければならない歯車やベアリングなどの部品に最適です。
トレードオフの理解
熱処理プロセスを選択することは、常に競合する特性のバランスを取る作業です。すべての望ましい特性を最大化する単一の処理はありません。
硬度対靭性のジレンマ
これは、鋼の熱処理における最も基本的なトレードオフです。鋼の硬度を上げると、ほとんどの場合、その靭性と延性が低下します。
- 完全に焼なましされた鋼は非常に靭性があり延性がありますが、軟らかいです。
- 完全に焼入れされた鋼は非常に硬いですが、非常にもろいです。
- 焼戻しされた鋼は、これら2つの極端な状態の中間のスペクトルに位置します。焼戻し温度が高いほど、より軟らかく、より靭性の高い鋼が得られ、温度が低いほど、より硬く、靭性の低い鋼が得られます。
プロセス制御がすべて
あらゆる熱処理の成功は、温度、時間、冷却速度の精密な制御にかかっています。わずかなずれでも、ひび割れ、反り、または目的のミクロ組織を達成できないという完全な失敗につながる可能性があります。
試験に使用されるマッフル炉などの特殊な装置は、これらのプロセスが再現可能で信頼できるものであることを保証するために必要な厳密な温度制御を提供します。
目的に合った適切なプロセスの選択
選択は、完成部品の特定の要件によって決定される必要があります。
- 機械加工や成形のために鋼を準備することが主な目的の場合: 焼なましを使用して、材料を可能な限り軟らかく、加工しやすくします。
- 最大の硬度と耐摩耗性が主な目的の場合: 焼入れを使用しますが、部品がもろくなるため、その後の工程が必要になる可能性があることに注意してください。
- 硬くて丈夫な耐久性のある部品が主な目的の場合: 焼入れ後に焼戻しを行い、用途に必要な正確なバランスを調整します。
- 衝撃を吸収する必要がある部品の耐摩耗性表面が主な目的の場合: 表面硬化プロセスを使用して、丈夫で延性のある芯を持つ硬い外面を作成します。
これらの主要なプロセスを理解することで、熱処理は抽象的なレシピの集まりから、鋼を正確な仕様に合わせて設計するための強力なツールへと変化します。
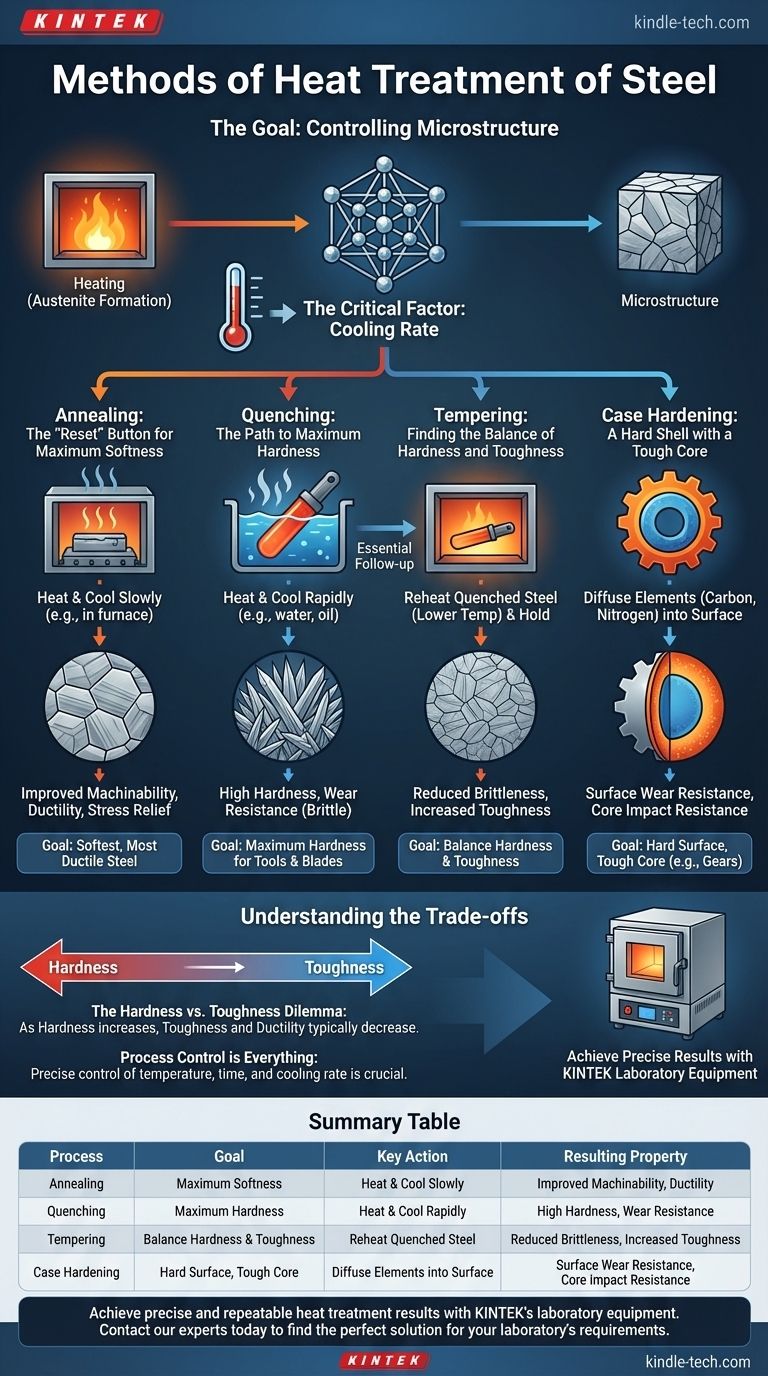
まとめ表:
| プロセス | 目的 | 主な作用 | 結果として得られる特性 |
|---|---|---|---|
| 焼なまし | 最大の軟らかさ | 加熱&ゆっくり冷却 | 被削性、延性の向上 |
| 焼入れ | 最大の硬度 | 加熱&急速冷却 | 高硬度、耐摩耗性 |
| 焼戻し | 硬度と靭性のバランス | 焼入れ鋼の再加熱 | 脆性の低減、靭性の向上 |
| 表面硬化 | 硬い表面、丈夫な芯 | 元素を表面に拡散 | 表面耐摩耗性、芯の耐衝撃性 |
KINTEKの実験装置で、正確で再現性のある熱処理結果を実現しましょう。
焼なまし、焼入れ、焼戻しなどのプロセスの成功は、温度と冷却速度の正確な制御にかかっています。KINTEKは、研究開発や品質管理ラボが必要とする信頼性の高い熱性能を提供する、マッフル炉を含む高品質の実験用炉を専門としています。
新しい合金を開発している場合でも、製品の一貫性を確保している場合でも、当社の装置は自信を持って鋼の特性を設計するのに役立ちます。
今すぐ当社の専門家にお問い合わせください お客様のラボの要件に最適な熱処理ソリューションを見つけてください。
ビジュアルガイド