はい、焼結部品は機械加工が可能です。ただし、そのプロセスは従来の圧延材の機械加工とは根本的に異なり、多くの場合より困難です。焼結部品特有の多孔質構造は、工具、切削パラメータ、および部品の最終特性に関して特別な配慮を必要とします。
中心的な課題は、焼結部品を機械加工できるかどうかではなく、その固有の多孔性をどのように管理するかです。この構造は切り込みが中断される(インターラプテッドカット)状態を引き起こし、工具摩耗を早め、良好な結果を達成するためには専門的なアプローチを要求します。
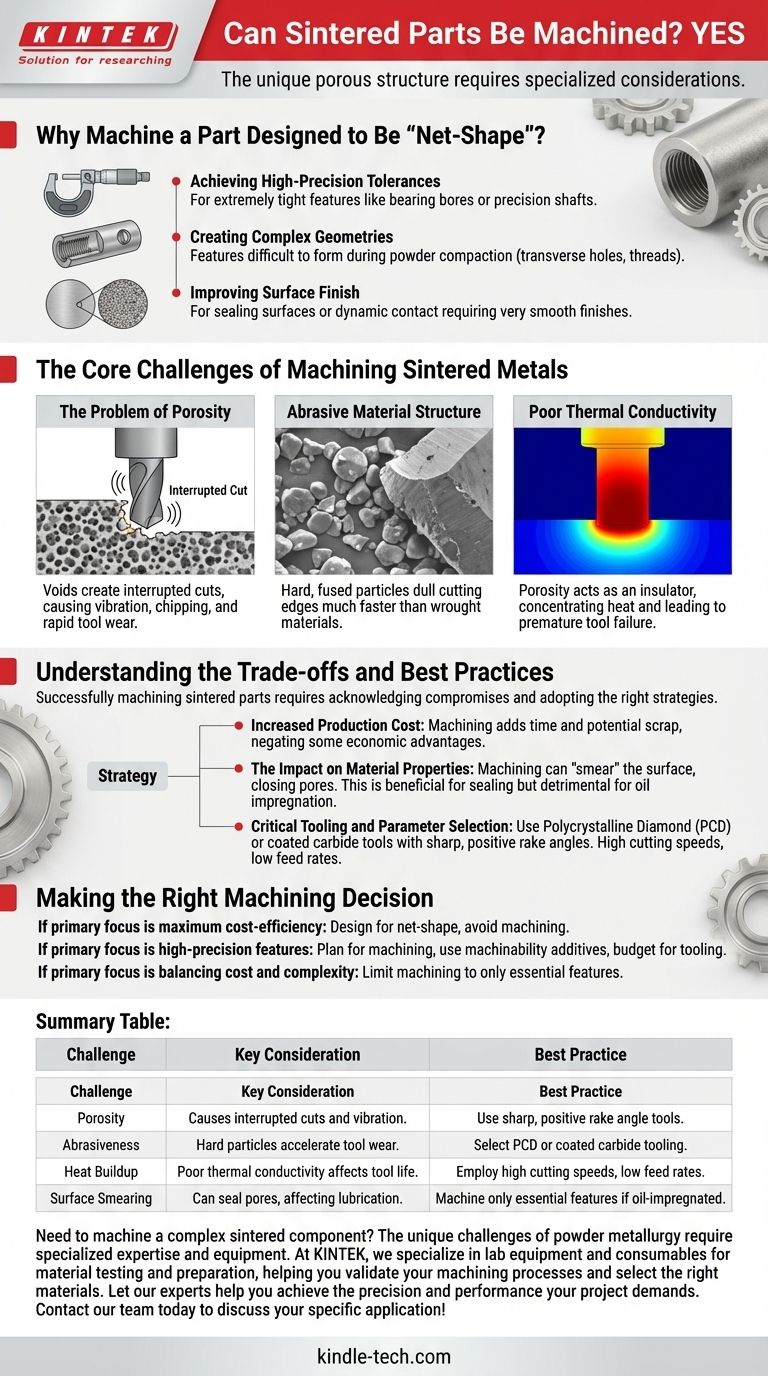
「ニアネットシェイプ」として設計された部品を機械加工する理由
粉末冶金(PM)は、二次加工の必要性を最小限に抑える「ニアネットシェイプ」の部品を製造できる点で高く評価されています。それにもかかわらず、最終的な設計要件を達成するためには、機械加工がしばしば必要な工程となります。
高精度公差の達成
焼結は優れたプロセスですが、軸受穴や精密シャフトなどの部品に要求される極めて厳しい公差を常に維持できるわけではありません。これらの重要な寸法を最終仕様に適合させるために機械加工が使用されます。
複雑な形状の作成
粉末の圧縮段階では、特定の形状を作成することが困難または不可能です。これらには、横穴(プレス方向に対して垂直な穴)、ねじ山、アンダーカットなどが含まれることが多く、これらは二次的な機械加工プロセスによって追加されなければなりません。
表面仕上げの改善
焼結の性質上、表面に残留する多孔性が残ることがあります。シールや動的接触のために非常に滑らかな表面が必要な用途では、旋削、研削、フライス削りなどの機械加工操作が、所望の仕上げを実現するために採用されます。

焼結金属の機械加工における中心的な課題
金属加工業界は、焼結部品が同等の固体部品よりも機械加工性が低いと正しく認識しています。これは、粉末ベースの起源に直接関連するいくつかの主要な要因によるものです。
多孔性の問題
融合した金属粒子の間の空隙は、工具の刃先に切り込みが中断される状態(インターラプテッドカット)を作り出します。この材料との絶え間ない接触と離脱は振動を発生させ、欠け、急速な工具摩耗、および劣悪な表面仕上げにつながる可能性があります。
研磨性の材料構造
粉末金属部品は、硬い粒子をプレスして融合させて作られています。これらの個々の粒子は切削工具に対して非常に研磨性が高く、均一な圧延材よりもはるかに速く刃先を鈍らせます。
熱伝導率の低さ
切削を複雑にする多孔性は、断熱材としても機能します。機械加工中に発生する熱はワークピースを介して効果的に放散されず、工具の先端に集中します。この過度の熱は、工具の早期故障につながる可能性があります。
トレードオフとベストプラクティスの理解
焼結部品の機械加工を成功させるには、妥協点を認識し、適切な戦略を採用する必要があります。
生産コストの増加
主なトレードオフはコストです。機械加工工程を追加することは、PMプロセスの主な経済的利点の一部を無効にします。生産サイクルに時間、取り扱い、およびスクラップの可能性を追加します。
材料特性への影響
機械加工は表面の金属を「スマearing(塗り広げる)」し、細孔を塞ぐことがあります。これはシール面を作成する必要がある場合には有益ですが、部品が含油潤滑(オイル含浸)と自己潤滑のために多孔性に依存している場合には有害です。
重要な工具とパラメータの選択
成功は適切なセットアップにかかっています。鋭利でポジティブなすくい角を持つ超硬複合材(PCD)またはコーティング超硬工具がしばしば必要とされます。高い切削速度と低い送り速度を組み合わせることで、切削力を最小限に抑え、工具の刃先に対するインターラプテッドカットの影響を軽減するのに役立ちます。
適切な機械加工の決定を下す
アプローチは、コンポーネントの最終的な目的に基づいて決定されるべきです。
- 主な焦点が最大のコスト効率である場合: すべての二次機械加工操作を避け、金型から真のネットシェイプ部品としてコンポーネントを設計します。
- 主な焦点が高精度な形状である場合: 最初から機械加工を計画し、機械加工性を高める添加剤を含む粉末金属合金を選択し、適切な工具の予算を組み込みます。
- コストと複雑性のバランスを取ることが主な焦点である場合: タッピング(ねじ切り)や単一の重要な表面の仕上げなど、絶対に必要な機能にのみ機械加工を限定します。
焼結材料の固有の特性を理解することにより、粉末冶金の核となる利点を損なうことなく、機械加工を統合して複雑な設計を実現できます。
要約表:
| 課題 | 主な考慮事項 | ベストプラクティス |
|---|---|---|
| 多孔性 | インターラプテッドカットと振動を引き起こす。 | 鋭利でポジティブなすくい角の工具を使用する。 |
| 研磨性 | 硬い粒子が工具摩耗を早める。 | PCDまたはコーティング超硬工具を選択する。 |
| 熱の蓄積 | 熱伝導率の低さが工具寿命に影響する。 | 高い切削速度、低い送り速度を採用する。 |
| 表面のスマearing(塗り広げ) | 細孔を塞ぎ、潤滑に影響を与える可能性がある。 | オイル含浸の場合は、必須の機能のみ機械加工する。 |
複雑な焼結コンポーネントの機械加工が必要ですか? 粉末冶金の特有の課題には、専門的な知識と設備が必要です。KINTEKでは、材料試験および準備のためのラボ機器と消耗品の専門家です。お客様の機械加工プロセスを検証し、適切な材料を選択するお手伝いをします。お客様のプロジェクトが要求する精度と性能を達成するために、当社の専門家にご相談ください。今すぐ当社のチームに連絡して、お客様の特定の用途についてご相談ください!
ビジュアルガイド
関連製品
- 炭化ケイ素(SiC)セラミックシート 耐摩耗性エンジニアリング 高性能ファインセラミックス
- トランス付きチェアサイド用歯科用ポーセリンジルコニア焼結セラミックファーネス
- 真空熱処理・モリブデン線焼結炉(真空焼結用)
- スパークプラズマ焼結炉 SPS炉
- 歯科用ポーセレンジルコニア焼結セラミック真空プレス炉