はい、ステンレス鋼のろう付けは間違いなく可能ですが、特定のアプローチが必要です。単純な金属のろう付けとは異なり、このプロセスでは、強力で信頼性の高い接合を実現するために、材料の自然な保護性で非常に安定した酸化物層を克服する必要があります。
ステンレス鋼のろう付けにおける中心的な課題は、鋼自体ではなく、その表面にある目に見えない、弾力性のある酸化クロムの層です。プロセス全体の成功は、この層を効果的に除去し、再形成を防ぐことにかかっており、真空ろう付けが主要な産業ソリューションです。
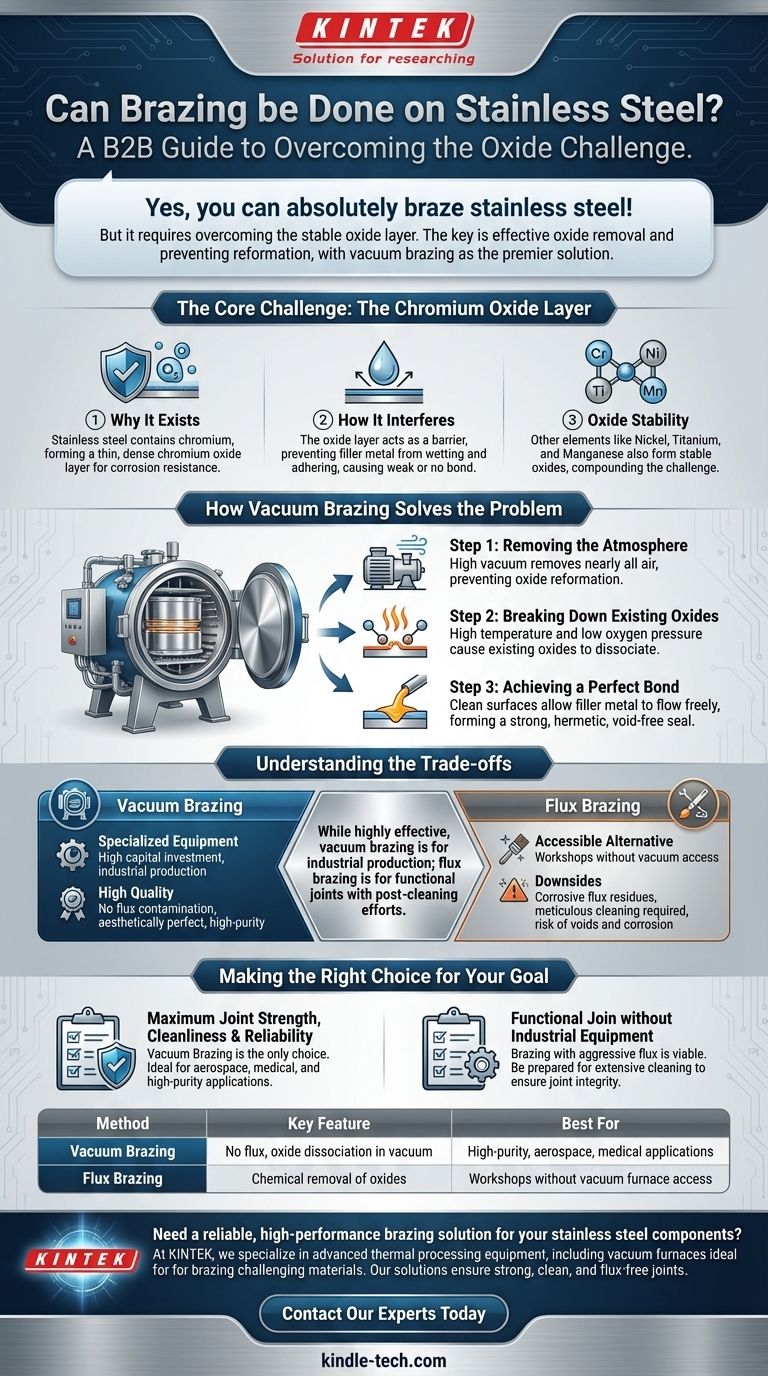
核心的な課題:酸化クロム層
ステンレス鋼を「ステンレス」にする特性、つまり耐食性こそが、ろう付けを困難にしています。
この層が存在する理由
ステンレス鋼には、かなりの量のクロムが含まれています。この元素は空気中の酸素と瞬時に反応し、薄く、緻密で、非反応性の酸化クロムの層を形成します。この不動態層は、下地の鋼をさらなる酸化や腐食から保護します。
ろう付けへの干渉の仕方
ろう付けは、ろう材と母材の間に冶金的な結合を形成することで機能します。これが発生するためには、溶融したろう材が表面を「濡らす」必要があります。つまり、流れて付着する必要があります。
ステンレス鋼の酸化物層は物理的な障壁として機能し、ろう材が鋼に直接接触するのを妨げます。これにより、濡れ性が悪くなり、結合が弱くなったり、まったく結合しなかったりします。
酸化物の安定性
課題は、ニッケル(Ni)、チタン(Ti)、マンガン(Mn)など、ステンレス鋼合金に含まれる他の元素によってさらに複雑になります。これらも非常に安定した酸化物を形成し、従来の方法では除去が困難です。

真空ろう付けが問題を解決する方法
高性能用途の場合、真空ろう付けはステンレス鋼を接合するための決定的な方法です。このプロセスは、制御された環境で酸化物問題を体系的に中和します。
ステップ1:雰囲気の除去
ろう付けプロセス全体は、ほとんどすべての空気が排出された炉内で行われ、高真空が生成されます。環境から酸素を除去することは、酸化物層が除去された後に再形成されるのを防ぐため、非常に重要です。
ステップ2:既存の酸化物の分解
ステンレス鋼部品が真空内で高温に加熱されると、既存の酸化物層が不安定になります。高温と酸素圧の欠如の組み合わせにより、酸化物が解離、つまり分解し、元のきれいな金属表面が残ります。
ステップ3:完璧な接合の実現
酸化物バリアがなくなり、それを再形成する酸素がないため、溶融したろう材はきれいな表面を自由に流れることができます。この完璧な濡れ性により、ろう材は毛細管現象によって接合部に引き込まれ、冷却時に強力でボイドのない、気密性の高いシールを形成します。
トレードオフの理解
真空ろう付けは非常に効果的ですが、他の方法との位置付けを理解することが不可欠です。
専門設備の必要性
真空ろう付けは手作業のプロセスではありません。真空炉と高度な制御システムに多額の設備投資が必要です。このため、小規模なワークショップでの修理ではなく、工業生産や高価値部品に適しています。
代替案:フラックスろう付け
従来の代替案は、化学フラックスを使用することです。ステンレス鋼用として「黒色フラックス」と呼ばれることが多い非常に強力なフラックスが接合部に塗布されます。加熱中にフラックスが化学的に酸化物層を攻撃して溶解させ、ろう材が表面を濡らすことを可能にします。
フラックス使用の欠点
フラックスは機能的ですが、いくつかの欠点があります。フラックス残渣は腐食性があり、ろう付け後に徹底的に洗浄する必要がありますが、複雑なアセンブリでは困難な場合があります。閉じ込められたフラックスは、接合部にボイドを引き起こしたり、部品の耐用期間中に腐食を引き起こしたりする可能性があります。
目標に合った適切な選択
正しい方法の選択は、用途の品質、性能、および規模の要件に完全に依存します。
- 最大の接合強度、清浄度、信頼性を重視する場合:真空ろう付けが唯一の選択肢です。フラックス汚染のない美的にも完璧な接合を生成し、医療、航空宇宙、高純度用途に最適です。
- 工業用設備にアクセスできないが、機能的な接合を重視する場合:適切な強力なフラックスを使用したろう付けは実行可能な方法ですが、接合部の完全性を確保するために、ろう付け後の広範かつ徹底的な洗浄を行う準備が必要です。
最終的に、ステンレス鋼の酸化物層の特性を理解することが、それをうまく接合するための鍵となります。
要約表:
| 方法 | 主な特徴 | 最適な用途 |
|---|---|---|
| 真空ろう付け | フラックス不要、真空中で酸化物解離 | 高純度、航空宇宙、医療用途 |
| フラックスろう付け | 酸化物の化学的除去 | 真空炉のないワークショップ |
ステンレス鋼部品向けに信頼性の高い高性能ろう付けソリューションが必要ですか?
KINTEKでは、ステンレス鋼のような困難な材料のろう付けに最適な真空炉を含む、高度な熱処理装置を専門としています。当社のソリューションは、航空宇宙、医療、その他のハイテク産業における重要な用途向けに、強力でクリーンな、フラックスフリーの接合を保証します。
優れたろう付け結果を達成し、製造能力を向上させるために、当社がお手伝いできる方法について、今すぐ当社の専門家にお問い合わせください。
ビジュアルガイド