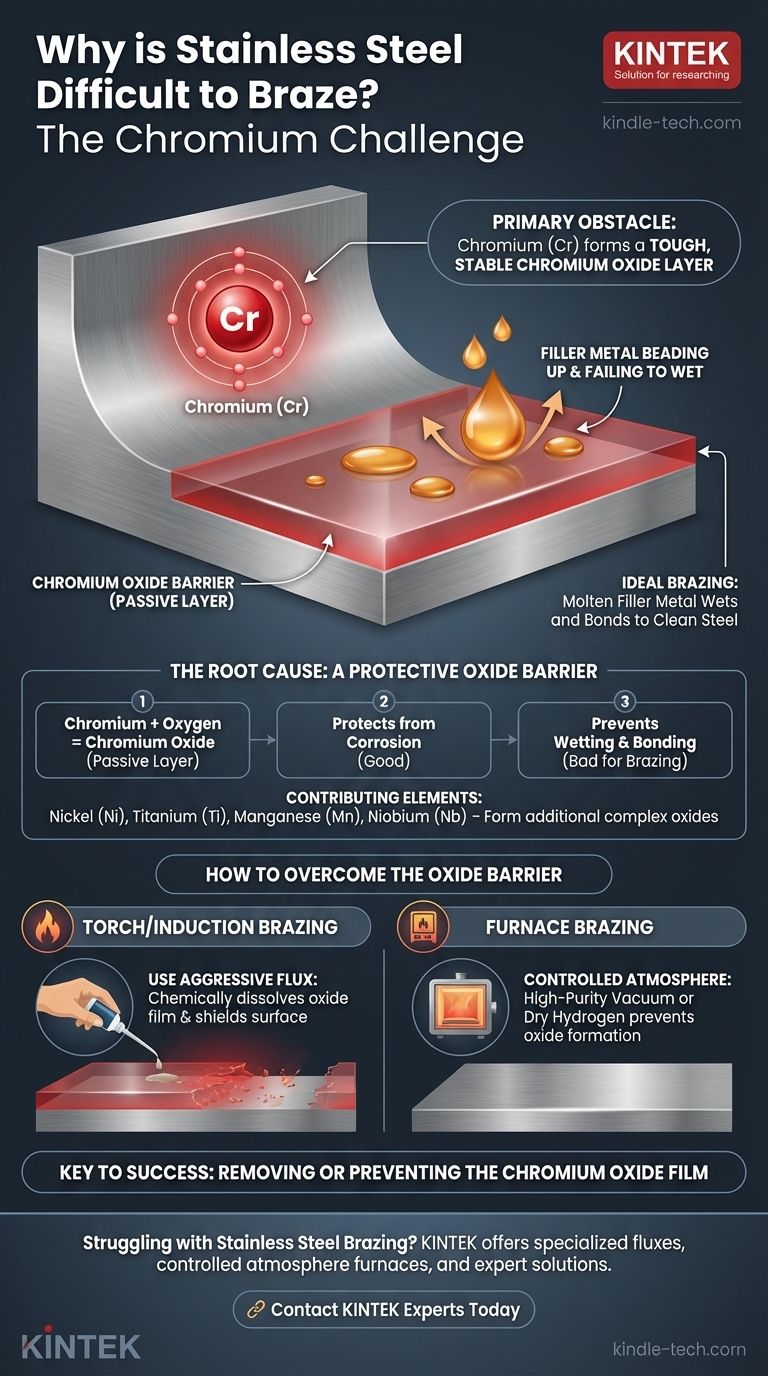
ステンレス鋼のろう付けを困難にしている主要な元素はクロム(Cr)です。これは材料特有の耐食性に不可欠ですが、クロムは表面に強固で安定した目に見えない酸化クロムの層を容易に形成します。この酸化皮膜はバリアとして機能し、溶融したろう付け用フィラーメタルがその下の鋼材に適切に濡れ広がり、接合するのを妨げます。
ステンレス鋼のろう付けにおける中心的な課題は、金属そのものではなく、それが形成する頑固で自己修復性のある酸化物層です。この材料をろう付けするには、加熱プロセス中およびその前後のこの酸化クロム皮膜の除去が不可欠です。
根本原因:保護的な酸化物バリア
ステンレス鋼を「ステンレス」たらしめている特性、すなわち腐食に対する耐性が、ろう付けにおける主要な障害を生み出しています。この特性は不動態化として知られています。
クロムの二重の役割
鋼にクロムが添加されると、空気中の酸素と反応して、非常に薄い不活性な酸化クロムの層を形成します。
この不動態皮膜は極めて安定しており、傷がつくと即座に再形成され、下地の鋼を錆や腐食から保護します。
しかし、ろう付けの際、この同じ保護層が、溶融したフィラーメタルが強力な冶金学的接合に必要な密接な原子レベルの接触をすることを妨げます。
酸化物層がろう付けを妨げる仕組み
ろう付けを成功させるためには、フィラーメタルが母材を「濡らす」必要があります。これは、フィラーメタルが表面に均一に流れ広がることを意味します。
酸化クロム皮膜は濡れ性が悪いです。溶融したフィラーメタルは、ワックスをかけた車の上の水のように、母材に広がり付着するのではなく、酸化物表面で玉になります。
他の合金元素の影響
クロムが主な原因ですが、様々なステンレス鋼グレードに含まれる他の元素も問題に寄与します。
ニッケル(Ni)、チタン(Ti)、マンガン(Mn)、ニオブ(Nb)などの元素も、独自の安定した酸化物を形成します。これらは表面にさらに複雑な酸化物膜を形成し、ろう付けプロセスを一層複雑にします。

実際的な意味の理解
この酸化物層への対処の失敗は、ステンレス鋼のろう付け失敗の最も一般的な原因であり、弱い接合部や完全な接合不良につながります。
強力なフラックスの必要性
酸化クロムは非常に安定していて除去が困難なため、炭素鋼や銅に使用される標準的なろう付けフラックスは効果がありません。
ステンレス鋼専用の、化学的に強力なろう付けフラックスが必要です。その役割は、加熱中に酸化物皮膜を化学的に溶解し、表面が再酸化するのを防ぐことです。
代替手段:管理された雰囲気
フラックスの代替手段は、酸化物が形成されるのを最初から防ぐことです。これは炉中ろう付けの原理です。
高純度の真空または乾燥水素雰囲気中でろう付けを行うことで、クロムと反応する酸素がほとんど、あるいは全く存在しなくなります。これにより、表面が清浄に保たれ、フィラーメタルを受け入れる準備が整います。
ステンレス鋼のろう付けへのアプローチ
ステンレス鋼のろう付けを成功させるには、加熱プロセス中およびその前に酸化物層に対抗するための直接的な戦略が必要です。アプローチは方法によって異なります。
- トーチまたは誘導ろう付けが主な焦点の場合: 酸化クロムを化学的に除去するために、ステンレス鋼専用に配合された強力な特殊フラックスを使用する必要があります。
- 炉中ろう付けが主な焦点の場合: 高温で酸化物層が形成されるのを防ぐために、高純度真空や乾燥水素などの管理された雰囲気を使用する必要があります。
結局のところ、真の障害は金属そのものではなく酸化皮膜であることを理解することが、成功し信頼性の高いろう付けを実現するための鍵となります。
要約表:
| 元素 | ステンレス鋼における役割 | ろう付けへの影響 |
|---|---|---|
| クロム (Cr) | 耐食性を提供する | 濡れを防ぐ安定した酸化クロム層を形成する |
| ニッケル (Ni)、チタン (Ti) | 特定の特性を向上させる | 追加の酸化物を形成し、ろう付けをさらに複雑にする可能性がある |
ステンレス鋼部品のろう付けにお困りですか? 強力で信頼性の高いろう付けの鍵は、頑固な酸化クロム層を克服することです。KINTEKは、特殊フラックスから管理雰囲気炉まで、適切なツールと専門知識を提供し、お客様のろう付けプロセスが成功することを保証するラボ機器と消耗品を専門としています。 お客様固有の用途についてご相談いただき、完璧な結果を得るために、今すぐ専門家にお問い合わせください!
ビジュアルガイド