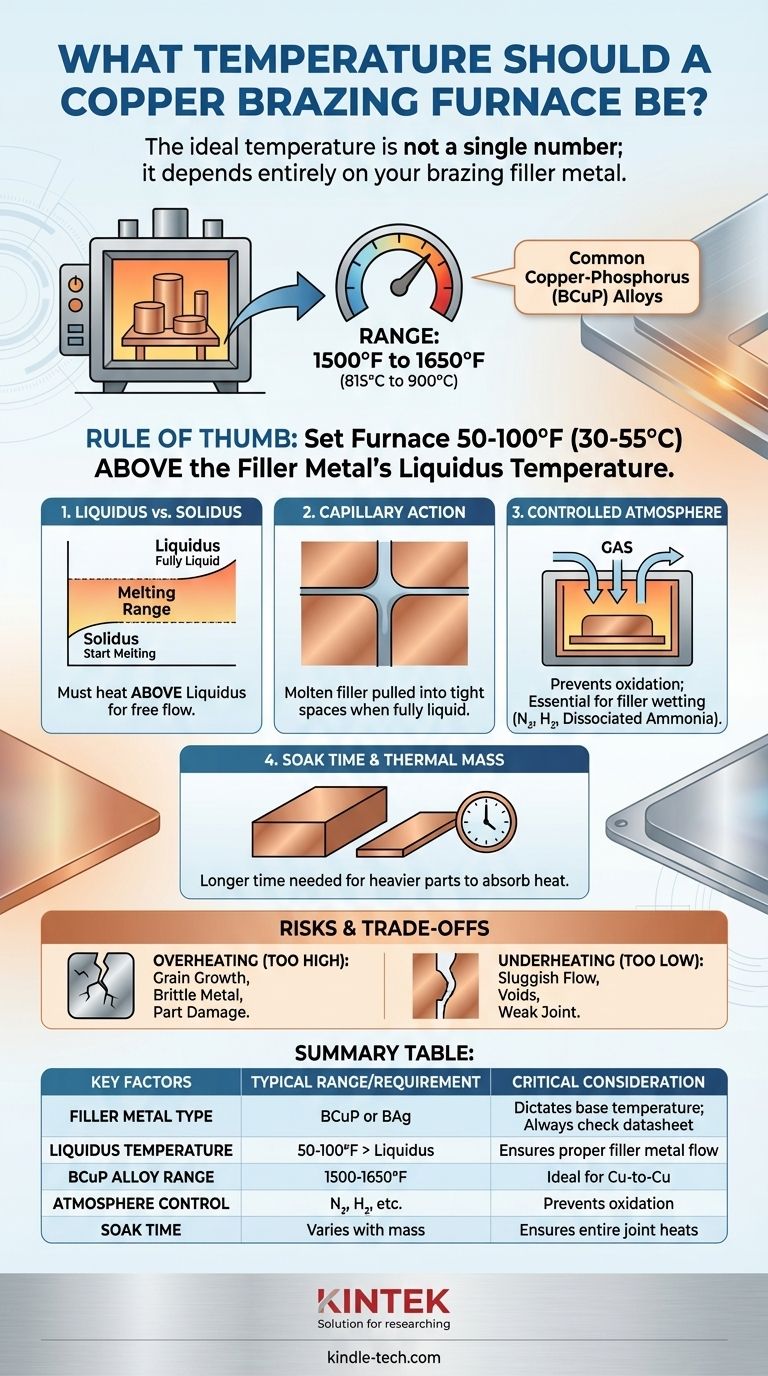
銅ろう付け炉の理想的な温度は単一の数値ではありません。使用する特定のろう材(合金)によって完全に決定されます。炉は、ろう材の液相線(完全に液体になる温度)より安全に高く、かつ銅母材の融点より十分に低い温度に設定する必要があります。一般的な銅-リン合金の場合、これは通常1500°Fから1650°F(815°Cから900°C)の範囲に収まります。
ろう付けの基本原則は、接合する部品ではなく、ろう材を溶かすことです。したがって、常に使用する特定のろう材の技術データシートを参照し、適切な流れを確保するために、炉の温度をその記載された液相線温度より50-100°F(30-55°C)高く設定する必要があります。
ろう材が温度を決定する理由
ろう付けの成功は、ろう材が完全に液体になり、毛細管現象によって接合部に引き込まれることに依存します。銅自体ではなく、このろう材の特性が炉の設定を制御する要因となります。
液相線と固相線の理解
すべてのろう付け合金には、2つの温度で定義される融解範囲があります。固相線は合金が溶け始める温度であり、液相線は合金が完全に液体になる温度です。
ろう材が自由に流れ、強力な結合を形成するためには、接合部全体が液相線温度以上に加熱される必要があります。
毛細管現象の役割
毛細管現象は、溶融したろう材を2つの銅部品間の狭い空間に引き込む力です。この現象は、ろう材が完全に液体で流動性がある場合にのみ効果的に機能します。
炉の温度が低すぎる(液相線以下)場合、ろう材は粘性が高く、接合部を完全に満たすことができず、空隙のある弱い接続になってしまいます。
一般的な銅ろう付け合金
異なる合金は異なる液相線温度を持っています。銅と銅の接合には、BCuP(銅-リン)合金が非常に一般的です。これは、リンがフラックス剤として機能し、別途フラックスを必要としないためです。
銅を鋼や真鍮などの他の金属に接合する場合、BAg(銀ベース)合金が使用され、その温度要件は大きく異なります。常に合金の仕様を確認してください。
炉の設定:単なる数値以上のもの
正しい温度を達成することは、プロセスのほんの一部に過ぎません。ろう付け炉を成功させるためには、他のいくつかの要因を制御することが重要です。
制御された雰囲気の重要性
銅をろう付け温度まで空気中で加熱すると、表面に厚い酸化膜が形成されます。この酸化膜は、ろう材が銅表面を「濡らす」のを妨げ、結合を不可能にします。
炉でのろう付けは、酸素を排除し、加熱および冷却サイクル全体を通して部品を清潔に保つために、保護雰囲気(窒素、水素、または解離アンモニアなど)で行う必要があります。
浸漬時間と熱質量
炉の温度表示は空気の温度を示しており、部品の温度ではありません。部品自体、特に厚いものや重いものは、熱を吸収する時間が必要です。
この期間は浸漬時間と呼ばれ、部品がろう付け温度に保持される時間です。熱質量が大きい部品ほど、ろう材が流れるために必要な温度に接合部が達するように、より長い浸漬時間が必要です。
リスクとトレードオフの理解
炉の温度を誤って設定すると、どちらの方向でも接合不良につながります。
過熱の危険性
温度が高すぎると、エネルギーが無駄になり、リスクが生じます。過度の熱は銅の結晶粒成長を引き起こし、接合部付近の金属を脆く弱くする可能性があります。
極端な場合、銅自体の融点(1984°F / 1085°C)に近づき始め、部品を破壊する可能性があります。
加熱不足の問題
加熱不足は、ろう付け接合不良の最も一般的な原因です。炉の温度がろう材の液相線に近すぎるか、それ以下の場合、合金は適切に流れません。
これにより、充填が不完全になり、隙間や空隙が残り、最終的な接続の強度と完全性が著しく損なわれます。
用途に合った適切な選択
炉の設定には、選択したろう材の特性を決定的な指針としてください。
- 銅と銅の接合が主な目的の場合: BCuP合金を使用している可能性が高いです。炉を合金の指定された液相線温度より50-100°F(30-55°C)高く設定し、プロセスウィンドウを1500-1650°F(815-900°C)の範囲に設定します。
- 銅と異なる金属のろう付けが主な目的の場合: 異なる合金、おそらくBAg(銀)合金が必要になります。そのデータシートを参照する必要があります。なぜなら、その必要温度範囲はBCuP合金とは異なるからです。
- 一貫性のない結果が出ている場合: まず、炉が校正されており、均一な熱を提供していることを確認してください。次に、保護雰囲気が純粋であり、ろう付けサイクル前および中に部品表面の酸化を効果的に防いでいることを確認してください。
炉の温度と雰囲気をマスターすることは、一貫して強力で信頼性の高いろう付け接合を作成するための重要な第一歩です。
要約表:
| 主要因 | 典型的な範囲/要件 | 重要な考慮事項 |
|---|---|---|
| ろう材の種類 | BCuP(銅-リン)またはBAg(銀) | 基本温度を決定します。常に合金のデータシートを確認してください。 |
| 液相線温度 | 合金の液相点より50-100°F(30-55°C)高い | 毛細管現象による適切なろう材の流れを確保します。 |
| 一般的なBCuP合金の範囲 | 1500°Fから1650°F(815°Cから900°C) | 銅と銅の接合に理想的です。リンがフラックスとして機能します。 |
| 雰囲気制御 | 窒素、水素、または解離アンモニア | 適切な濡れと結合のために酸化を防ぎます。 |
| 浸漬時間 | 部品の熱質量によって異なります | 接合部全体が目標温度に達することを保証します。 |
完璧な銅ろう付けのために、精密な温度制御と信頼性の高い雰囲気を提供する炉が必要ですか? KINTEKは、一貫したろう付け結果のために設計された高性能ラボ炉および機器を専門としています。当社の専門家が、お客様の特定の合金と用途要件に合った適切なシステムを選択するお手伝いをいたします。今すぐお問い合わせください。お客様のろう付けニーズについて話し合い、常に強力で信頼性の高い接合を保証します!
ビジュアルガイド