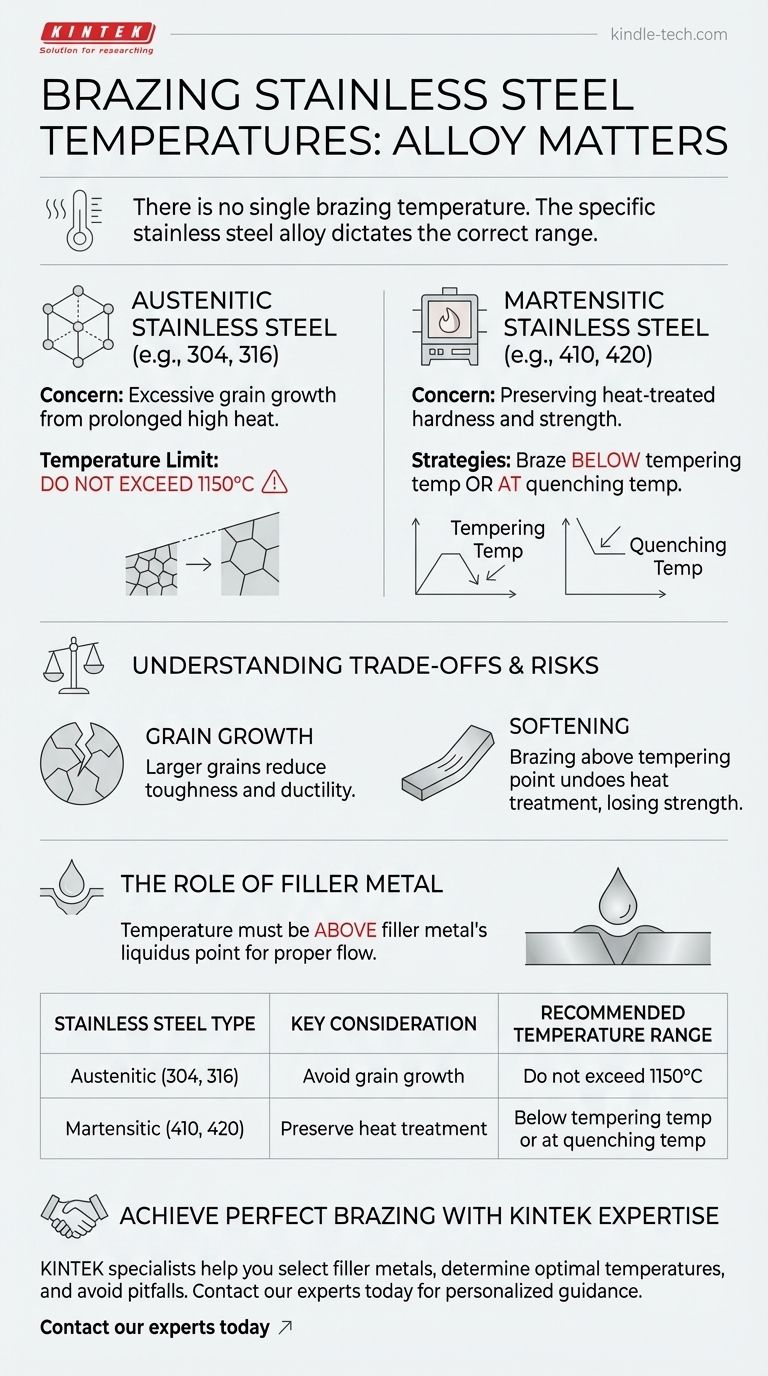
ステンレス鋼に単一のろう付け温度というものはありません。 適切な温度は、使用する特定のステンレス鋼合金の種類によって決まります。なぜなら、異なるファミリーは保持すべき独自の冶金学的特性を持っているからです。オーステナイト系グレードの場合、脆化を防ぐために温度は1150°Cを超えてはならず、マルテンサイト系グレードの場合、温度は特定の熱処理要件に合わせる必要があります。
基本的な原則は、ろう付け温度がフィラーメタルを溶かすのに十分なほど高く、かつ母材の固有の強度と構造を損傷するのに十分低い必要があるということです。これは、温度を決定するのはプロセスではなく、特定の合金であることを意味します。

ステンレス鋼の種類が重要である理由
「ステンレス鋼」は広範な合金のカテゴリであり、それぞれが異なる内部構造と熱への反応を持っています。作業している材料がどのファミリーに属するかを理解することが、適切なろう付け温度を決定するための最初で最も重要なステップです。
オーステナイト系ステンレス鋼(例:304、316)の場合
オーステナイト系ステンレス鋼は最も一般的なタイプです。これらは熱処理による硬化はしません。
これらの合金をろう付けする際の主な懸念は、過度の粒成長です。高温で長時間加熱すると、内部の結晶粒が大きくなり、材料の靭性と延性が低下する可能性があります。
このため、オーステナイト系ステンレス鋼のろう付けの加熱温度は1150°Cを超えてはなりません。
マルテンサイト系ステンレス鋼(例:410、420)の場合
マルテンサイト系ステンレス鋼は硬化可能であり、その強度は焼入れと焼戻しの特定の熱処理サイクルによって達成されます。不適切なろう付け温度を適用すると、これらの特性が容易に損なわれる可能性があります。
ろう付け温度を選択するには、主に2つの戦略があります。
-
焼戻し温度以下でのろう付け: これは、材料の既存の硬度を維持するための最も安全なアプローチです。使用するろう付けフィラー合金の作動温度が、部品の最終的な焼戻し温度よりも低くなければなりません。これにより、母材の軟化を防ぎます。
-
焼入れ温度でのろう付け: この高度な技術は、ろう付けと硬化プロセスを組み合わせたものです。部品を焼入れ(オーステナイト化)温度まで加熱し、ろう付けを行い、その後アセンブリ全体を一度に焼入れます。これには、高温フィラーメタルを慎重に選択する必要があります。
トレードオフとリスクの理解
ろう付け温度の選択は、バランスを取る作業です。理想的な温度は、フィラーメタルが適切に流れるのに十分なほど高温でありながら、ステンレス鋼を保護するのに十分低い必要があります。
高温のリスク:粒成長
オーステナイト系鋼で述べたように、過度の熱はより大きな粒構造につながります。これにより、ろう付け接合自体が強力であっても、材料が応力下で亀裂を生じやすくなる可能性があります。
不適切な温度のリスク:軟化
硬化可能なマルテンサイト系合金にとって、これは最も重大なリスクです。材料の焼戻し点を超える温度でろう付けを行うと、熱処理が実質的に無効になり、最終部品の強度と硬度が大幅に失われます。
フィラーメタルの役割
ろう付けフィラーメタルの選択は、温度と切り離せません。ろう付けプロセスは、接合部への適切な流れと濡れを確実にするために、フィラーメタルの液相線温度(完全に溶融する温度)よりも高い温度で実施されなければなりません。
これは、まずステンレス鋼の温度制約を特定し、次にその安全な温度範囲内で適切に機能するフィラー合金を選択する必要があることを意味します。
用途に合わせた正しい選択をする
あなたの目標があなたの戦略を決定します。選択する温度は、最終アセンブリの意図された特性と処理ステップに一致している必要があります。
- 熱処理された部品の既存の強度を維持することを主な目的とする場合: 低温のフィラー合金を選択し、ろう付けサイクルがマルテンサイト鋼の焼戻し温度を十分に下回るようにします。
- 一般的な非硬化性部品(オーステナイト系)のろう付けを主な目的とする場合: 母材の粒成長のリスクを冒さずに強力な接合を得るために、1150°C未満で流動するフィラーを選択します。
- プロセスの効率を主な目的とする場合: マルテンサイト系合金の焼入れ温度に合わせた高温フィラーを使用して、ろう付けと硬化のステップを組み合わせることを検討します。
ろう付け温度を特定の合金の関数として扱うことにより、強力な接合と損なわれていない母材の両方を保証できます。
要約表:
| ステンレス鋼の種類 | 主な考慮事項 | 推奨温度範囲 |
|---|---|---|
| オーステナイト系 (304, 316) | 粒成長の回避 | 1150°Cを超えないこと |
| マルテンサイト系 (410, 420) | 熱処理の維持 | 焼戻し温度以下、または焼入れ温度 |
KINTEKの専門知識で完璧なステンレス鋼ろう付け結果を実現しましょう。
ステンレス鋼のろう付けには、母材を損傷することなく強力で信頼性の高い接合を保証するために、正確な温度制御が必要です。ラボ機器と消耗品の専門家として、KINTEKはあなたがこの重要なプロセスを習得するために必要なソリューションとサポートを提供します。
当社のチームがお手伝いできること:
- 特定のステンレス鋼合金に最適なフィラーメタルの選択
- 材料特性を維持するための最適なろう付け温度の決定
- 粒成長や軟化などの一般的な落とし穴の回避
ステンレス鋼部品を妥協しないでください。お客様の研究所のニーズに合わせて調整されたろう付け温度と技術に関する個別指導については、今すぐ当社の専門家にご連絡ください。
ビジュアルガイド