迅速かつ効率的な誘導加熱には、炭素鋼や鋳鉄などの強磁性体が間違いなく最良の選択です。それらの優れた点は、強力な磁気ヒステリシス損失と高い電気抵抗という2つの強力な加熱メカニズムの独自の組み合わせによるものであり、これらが組み合わさることで、アルミニウムや銅などの非磁性金属よりもはるかに効果的に熱を発生させます。
誘導加熱の「最良の」材料は、単に優れた電気導体であるだけではありません。それは、強磁性であり、かつ比較的高い電気抵抗を持つものです。この組み合わせにより、材料は標準的な電気抵抗加熱に加えて、内部の磁気摩擦(ヒステリシス)によって熱を発生させることができ、プロセスの速度と効率が劇的に向上します。

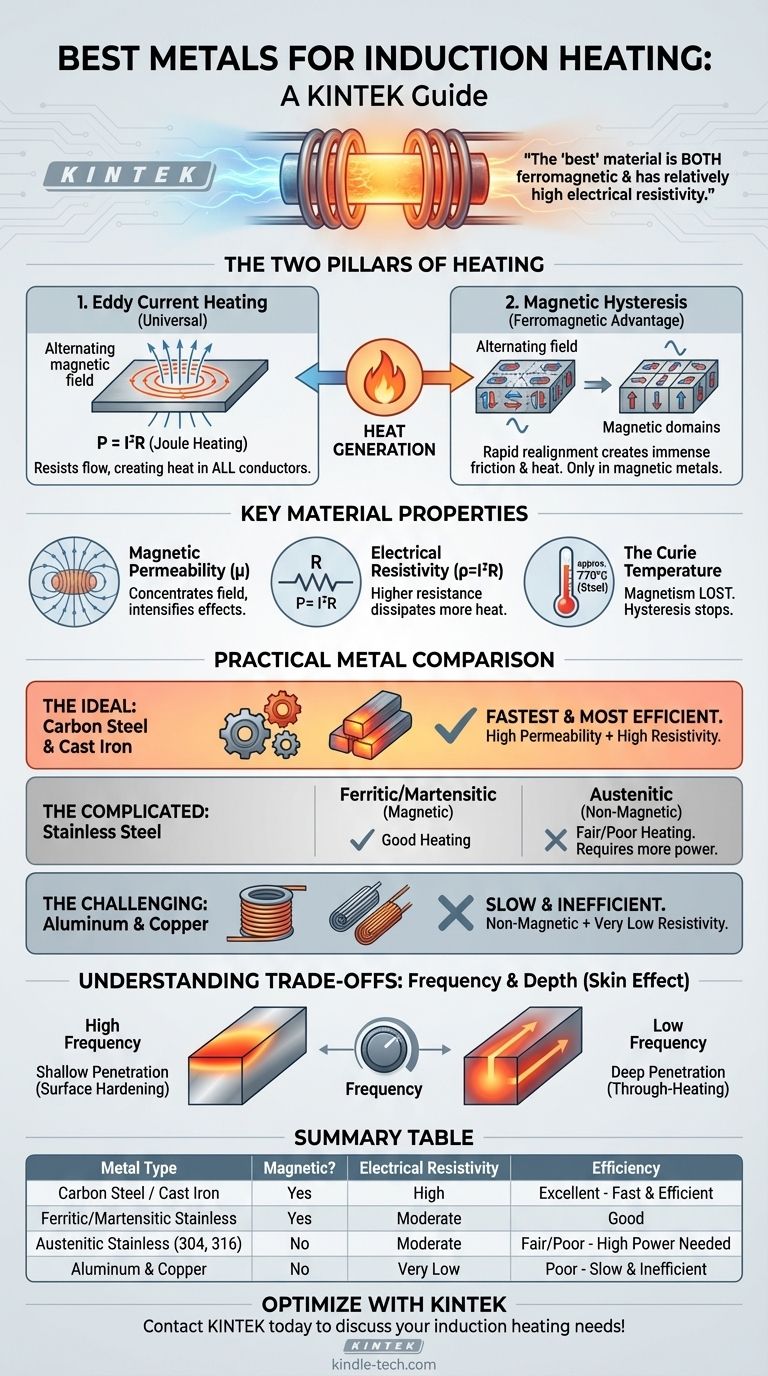
誘導加熱の二つの柱
なぜ一部の金属が優れているのかを理解するには、まずこのプロセスで熱を発生させる2つの異なる物理現象を理解する必要があります。1つはすべての導体に共通していますが、もう1つは特定の材料クラスに特有の利点です。
渦電流加熱:普遍的な原理
誘導コイルは強力で急速に変化する磁場を生成します。導電性材料をこの磁場内に置くと、渦電流として知られる小さな円形の電流が金属内に誘起されます。
これらの電流は、材料の自然な電気抵抗に逆らって流れ、ジュール熱(P = I²R)と呼ばれるプロセスを通じて熱を発生させます。銅から鋼まで、すべての導電性金属はこのメカニズムによって加熱されます。
磁気ヒステリシス:強磁性の利点
強磁性材料(鉄、ニッケル、コバルト、およびそれらの合金など)は、「ドメイン」と呼ばれる微小な磁気領域で構成されています。外部磁場が変化すると、これらのドメインは極性を急速に反転させて磁場に整列するように強制されます。
この急速で絶え間ない再整列は、莫大な内部摩擦を引き起こし、それがかなりの量の熱を発生させます。このヒステリシス加熱は、磁性材料でのみ発生する二次的で強力なメカニズムであり、それらに大きな利点をもたらします。
性能を決定する主要な材料特性
3つの基本的な物理特性が、材料が誘導場にどれだけ効果的に応答するかを決定します。理想的な材料は、これら3つすべてをうまく組み合わせたものです。
透磁率(μ)
透磁率は、材料がどれだけ容易に磁化されるかを示す尺度です。強磁性材料は非常に高い透磁率を持ち、磁力線を自己内に集中させます。
この集中により、渦電流とヒステリシスの両方の効果が劇的に増幅され、はるかに速く効率的な加熱につながります。アルミニウムなどの非磁性材料は透磁率が低く、この利点を提供しません。
電気抵抗率(ρ)
直感に反するように思えるかもしれませんが、誘導加熱においては電気抵抗率が高い方が実際には有利です。ジュール熱の公式(P = I²R)によれば、抵抗(R)が高いほど、与えられた電流(I)に対してより多くの電力(P)、つまり熱が消費されます。
これが、比較的高い抵抗率を持つ鋼が、抵抗率が非常に低い銅よりも渦電流によってはるかに効果的に加熱される理由です。銅の低い抵抗率は、誘導コイル自体に使用される理由です。自己発熱を最小限に抑えるためです。
キュリー温度
材料の磁気特性は永続的ではありません。強磁性材料がキュリー温度(鋼の場合、約770°Cまたは1420°F)まで加熱されると、磁気特性を失い常磁性になります。
この時点で、ヒステリシス加熱は即座に停止します。材料は渦電流のみによって加熱され続ける可能性がありますが、全体の加熱速度は大幅に低下します。
一般的な金属の実用的な比較
原理を理解することで、さまざまな材料が実際の環境でどのように機能するかをランク付けできます。
理想的な候補:炭素鋼と鋳鉄
これらの材料は誘導加熱のゴールドスタンダードです。強いヒステリシス加熱のための高い透磁率と、効率的な渦電流加熱のための高い電気抵抗率の両方を備えており、最速かつ最もエネルギー効率の高い結果をもたらします。
複雑なケース:ステンレス鋼
すべてのステンレス鋼が同じではありません。フェライト系およびマルテンサイト系のステンレス鋼(400シリーズなど)は磁性があり、非常によく加熱されます。しかし、オーステナイト系のステンレス鋼(一般的な304または316グレードなど)は非磁性であるため、中程度の抵抗率に頼る必要があり、加熱ははるかに困難です。
困難な候補:アルミニウムと銅
これらの材料は、非磁性であり、電気抵抗率が非常に低いです。これは誘導加熱にとって最悪の組み合わせです。加熱は可能ですが、十分な渦電流を誘起するためには、はるかに高い電力とより高い周波数が必要になり、プロセスは遅く非効率的になります。
トレードオフの理解:周波数と深さ
「最良の」材料の選択は、誘導システムの周波数によって制御される加熱プロセスの特定の目的に関連しています。
表皮効果
高周波の交流電流は導体を均一に流れません。それらは表皮効果として知られる現象により、表面に集中する傾向があります。これは、誘導によって発生する熱も表面に集中することを意味します。
基準深さ:熱浸透の制御
電流(したがって熱)が浸透する深さは、基準深さとして知られています。この深さは、材料の特性と、決定的に重要な磁場の周波数によって決まります。
低周波数はより深く浸透し、鍛造のための大きな部品の全体加熱に最適です。高周波数は熱を非常に浅い層に集中させたままにし、ギアの表面硬化などの表面レベルの用途に最適です。
用途に適した金属の選択
結局のところ、最良の材料とは、最も効率的に特定の加熱目標を達成できる材料です。
- 最大の加熱速度と効率を重視する場合: 高炭素鋼や鋳鉄など、高い電気抵抗率を持つ強磁性材料を選択してください。
- アルミニウムや300シリーズステンレス鋼などの非磁性材料を加熱する必要がある場合: 補うために、より高い周波数でより高い電力を供給できる誘導システムが必要になります。
- 表面をケースハードニングする場合: 強磁性鋼を選択し、高周波電源を使用して浅い加熱ゾーンを正確に制御します。
- 大きなビレットを鍛造のために全体加熱する場合: 低周波数を使用して、熱が選択した鋼または鉄のワークピースの中心深くまで浸透するようにします。
これらの基本原理を理解することで、単に材料を選択することから、望ましい加熱結果を戦略的に設計することへと進むことができます。
要約表:
| 金属の種類 | 磁性? | 電気抵抗率 | 誘導加熱効率 |
|---|---|---|---|
| 炭素鋼 / 鋳鉄 | はい(強磁性) | 高 | 優れている(高速かつ効率的) |
| フェライト系/マルテンサイト系ステンレス鋼 | はい(強磁性) | 中程度 | 良好 |
| オーステナイト系ステンレス鋼(304、316) | いいえ(非磁性) | 中程度 | まあまあ/不良(高電力/高周波が必要) |
| アルミニウムおよび銅 | いいえ(非磁性) | 非常に低い | 不良(遅く非効率的) |
誘導加熱プロセスを最適化する準備はできましたか?
材料特性を理解することは第一歩です。次は、正確で効率的な結果を達成するために適切な機器を所有することです。KINTEKでは、最新の研究所の厳しい要求を満たすように調整された誘導加熱システムを含む高性能ラボ機器を専門としています。
炭素鋼、ステンレス鋼、または扱いにくい非鉄金属を扱っているかどうかにかかわらず、当社のソリューションは、お客様が必要とする制御と効率を提供するように設計されています。当社の専門家が、特定の用途に最適なシステムを選択するお手伝いをいたします。
KINTEKに今すぐお問い合わせいただき、誘導加熱のニーズについてご相談の上、当社のラボ能力をどのように向上させられるかをご確認ください!
ビジュアルガイド