熱処理に単一の時間と温度というものはありません。 適切なパラメーターは、処理される特定の材料と望ましい最終特性という2つの要因によって完全に決定されます。例えば、鋼を機械加工のために柔らかくするプロセスは、それを極端に硬く耐摩耗性にするプロセスとは根本的に異なります。
熱処理は単一のレシピではなく、制御された熱処理プロセス群です。特定の時間、温度、冷却速度は、材料の内部微細構造を操作し、それによって硬度、靭性、延性などの目標とする一連の機械的特性を達成するために正確に選択されます。
主要な要因:材料と望ましい結果
適切な熱処理パラメーターを決定するには、まず材料と目標を定義する必要があります。これら2つの変数が、プロセスの後続のすべてのステップを決定します。
要因1:材料の組成
金属合金の化学組成は、その臨界変態温度を決定します。鋼の場合、炭素含有量が熱への反応に最も大きな影響を与える要素です。
高炭素工具鋼は、低炭素構造用鋼とは異なる臨界温度を持ち、異なるプロセスを必要とします。これらの決定を導く変態図(TTT曲線やCCT曲線など)については、必ず材料固有のデータシートを参照してください。
要因2:望ましい機械的特性
熱処理の「理由」が最も重要な質問です。参考文献が示すように、目標は大きく異なり、それぞれの目標が異なるプロセスに対応します。あなたは溶接による内部応力の除去を目指していますか?耐摩耗性のために表面硬度を上げたいですか?それとも成形作業のために延性を向上させたいですか?これらの結果のそれぞれが、独自の熱サイクルを必要とします。

主要な熱処理プロセスとそのパラメーター
以下に、鋼の最も一般的な熱処理プロセスを示し、異なる結果を達成するために時間と温度がどのように調整されるかを説明します。
焼鈍(アニーリング):最大の柔らかさと応力除去のために
焼鈍は、材料を可能な限り柔らかく延性にするために使用され、多くの場合、機械加工性を向上させるために行われます。
このプロセスには、鋼をその上限臨界温度の直上に加熱し、部品全体がその温度に達するのに十分な時間保持し(「保持」と呼ばれる)、その後、多くの場合、炉に入れたまま非常にゆっくりと冷却することが含まれます。
正規化(ノーマライジング):均一で洗練された組織のために
正規化は、鍛造などの熱間加工プロセスの後に行われ、より均一で洗練された結晶粒組織を作成するために行われます。
これには、焼鈍と似た温度への鋼の加熱が含まれますが、部品は静止空気中で冷却されます。このより速い冷却速度により、焼鈍された部品よりもわずかに硬く、強い材料が得られます。
焼き入れ(ハードニング):最大の強度と耐摩耗性のために
焼き入れは、鋼を大幅に硬く、脆くするために使用されます。
鋼を臨界温度以上に加熱した後、焼き入れと呼ばれるプロセスで非常に急速に冷却します。焼き入れ媒体(水、ブライン、油、または空気)は、鋼の種類と完全な硬度を達成するために必要な冷却速度に基づいて選択されます。
焼き戻し(テンパリング):脆性の低減のために
焼き入れされた部品は、実用的な使用には脆すぎる場合がよくあります。焼き戻しは、靭性を回復させるために、焼き入れの後に行われる二次プロセスです。
焼き入れされた部品を、臨界点よりはるかに低いはるかに低い温度に再加熱し、特定の時間保持します。正確な焼き戻し温度が、最終的な硬度と靭性のバランスを決定します。温度が高いほど、より柔らかいがより靭性のある部品になります。
トレードオフの理解
熱処理は妥協のゲームです。硬度のような一つの特性を向上させると、靭性のような別の特性を犠牲にすることがよくあります。
硬度と脆性のトレードオフ
鋼を処理する際の主なトレードオフは、硬度と靭性の間です。極度の硬度を生み出す焼き入れプロセスは、極度の脆性も生み出します。
焼き戻しは、この妥協を交渉するために使用される不可欠なステップであり、必要な靭性を得るために硬度をある程度犠牲にし、部品が使用中に破損するのを防ぎます。
部品のサイズと形状の影響
厚くて重い部品は、コアが完全に加熱されるように、目標温度でより長い「保持時間」を必要とします。不十分な保持は、不均一な熱処理につながります。
さらに、急速な焼き入れは、薄い部品や複雑な部品を不均一な熱応力により反り、歪み、さらには亀裂を引き起こす可能性があります。
目標に合った正しい選択をする
常に望ましい結果から始めてください。目標がプロセスを決定し、それが時間、温度、冷却速度を決定します。
- 機械加工性と応力除去が主な焦点の場合: 焼鈍があなたのプロセスであり、高温からの非常にゆっくりとした冷却によって特徴付けられます。
- 最大の硬度と耐摩耗性が主な焦点の場合: 焼き入れ(クエンチング)に続く焼き戻しが必要な2段階のシーケンスです。
- 成形後の結晶粒組織の洗練が主な焦点の場合: 正規化は、空気冷却を使用して強度と延性のバランスをとる費用対効果の高い選択肢です。
- 焼き入れ部品の脆性低減が主な焦点の場合: 焼き戻しは、理想的な靭性を達成するために温度が正確に選択される、焼き入れ後の必須の二次ステップです。
結局のところ、正しい時間と温度を選択するには、まず意図する冶金学的変化を理解する必要があります。
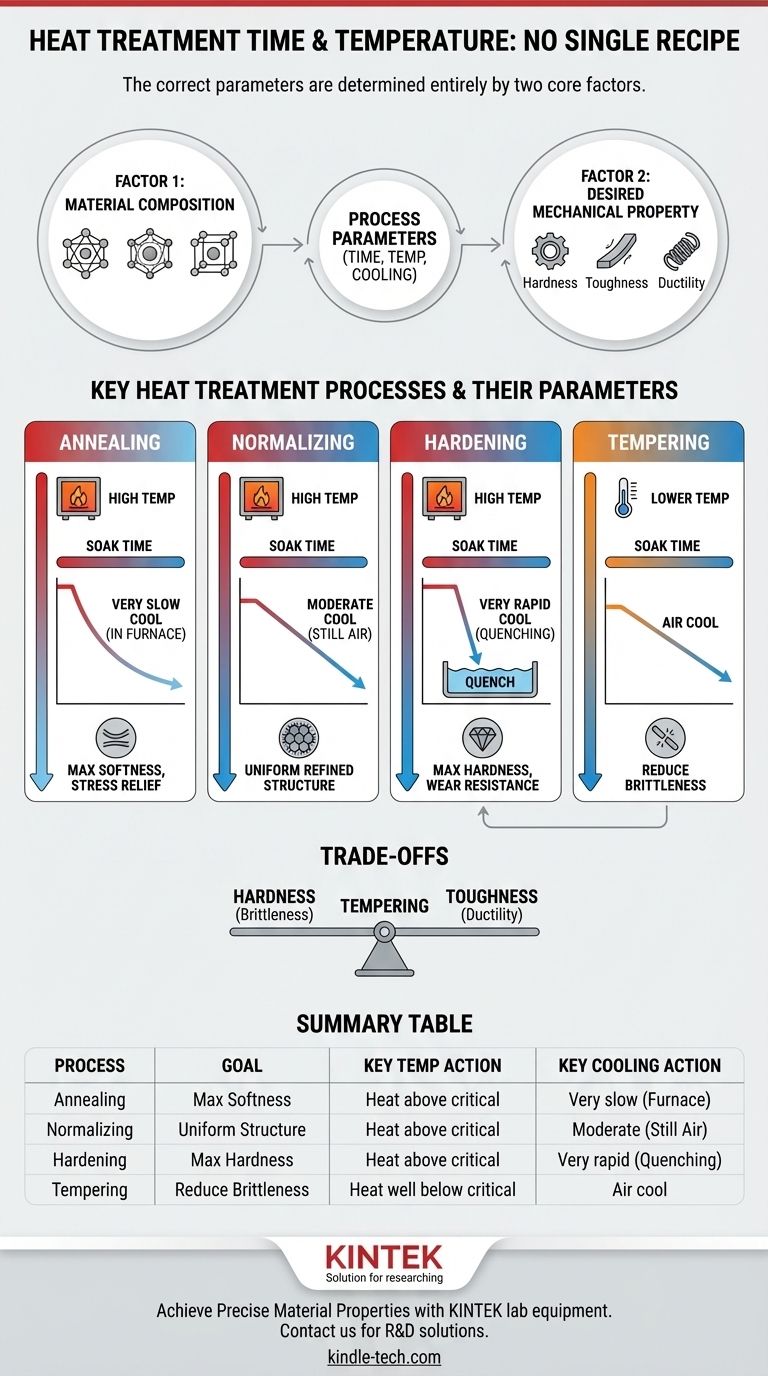
要約表:
| プロセス | 目標 | 主要な温度操作 | 主要な冷却操作 |
|---|---|---|---|
| 焼鈍 | 最大の柔らかさ、応力除去 | 臨界温度以上に加熱 | 非常に遅い(炉内) |
| 正規化 | 均一で洗練された結晶粒組織 | 臨界温度以上に加熱 | 中程度(静止空気中) |
| 焼き入れ | 最大の硬度、耐摩耗性 | 臨界温度以上に加熱 | 非常に急速(焼き入れ) |
| 焼き戻し | 焼き入れ後の脆性低減 | 臨界温度よりはるかに低い温度に加熱 | 空冷 |
KINTEKで正確な材料特性を実現
熱処理パラメーターの複雑さを乗り切ることは、製品の性能にとって極めて重要です。最大の硬度、改善された延性、または応力除去が目標であれ、適切な実験室機器は熱処理の研究開発を検証し、開発するために不可欠です。
KINTEKは、高品質のラボ炉、オーブン、および消耗品を専門としており、熱処理の研究開発が必要とする正確な温度制御と均一な加熱を提供します。当社の機器は、冶金学者、材料科学者、製造エンジニアが産業プロセスを実験室スケールで正確に再現し、最終製品が正確な仕様を満たすことを保証するのに役立ちます。
お客様の熱処理サイクルを最適化するお手伝いをさせてください。
専門家に今すぐお問い合わせいただき、特定の用途についてご相談の上、お客様のニーズに最適な実験室ソリューションを見つけてください。
ビジュアルガイド