真空ろう付け炉の温度は単一の値ではなく、主に2つの重要な指標によって定義されます。それは、特定のろう付けサイクル温度と炉の最大動作温度です。典型的なろう付けサイクルは800℃から1100℃の間で実行されますが、炉自体の最大能力は、さまざまな合金に対応し、不可欠な高温クリーニングサイクルを実行するために、多くの場合1300℃から1400℃を超える必要があります。
真空ろう付け炉の温度を理解するには、特定のプロセスに必要な温度と、機械の全体的な能力を区別する必要があります。プロセス温度は接合される材料によって決まりますが、炉の最高温度はその多用途性と部品の清浄度を確保する能力を決定します。
プロセス温度と炉能力の区別
最も一般的な混乱点は、部品がろう付けされる温度と、炉が到達できる最高温度を区別できないことです。
ろう付けサイクル温度(プロセス)
ろう付け操作中に使用される実際の温度は、ろう材合金と接合される母材によって決まります。
典型的なサイクルは単一の設定点ではありません。加熱、保持(ソーク)、冷却の慎重に制御されたプログラムで構成されます。たとえば、プログラムには、部品を安定させるために800℃まで加熱した後、最終的なろう付け温度である1100℃までゆっくりと昇温し、その温度で保持することが含まれる場合があります。
この最終温度は、ろう材の液相線(完全な融点)よりも高く、母材の融点よりも十分に低いように選択されます。
最大炉温度(能力)
これは炉自体の設計仕様であり、ホットゾーンが安全に到達できる最高温度を示します。
一般的な産業用真空ろう付け炉の最大動作温度は、1300℃から1400℃(最大2650°F)程度です。この余裕は極めて重要です。
高温がクリーニングに果たす役割
真空ろう付けの主な利点の1つは、フラックスなしで実行できることです。炉は、部品表面の金属酸化物が真空中で解離する、つまり「燃え尽きる」のに十分な高温で動作します。
ろう付け温度をはるかに超える最高温度を持つことで、炉は高温の「クリーンアップサイクル」を実行し、ろう材が導入または溶融される前に部品と炉内部が非常にきれいであることを保証できます。

温度選択に影響を与える主要因
特定の作業の正確な温度プロファイルは、材料、部品の形状、および要求される品質基準の関数です。
ろう材と母材
これが最も重要な要因です。目標は、接合される部品を溶融または損傷することなく、ろう材を溶かして毛細管現象によって接合部に流れ込ませることです。異なる合金は融点が大きく異なります。
温度均一性の重要性
高性能炉は、ホットゾーン全体での温度均一性が高く評価されます。これにより、大型で複雑な部品や大量の小型部品が均一に加熱されます。
均一性が低いと、接合部の一方の領域が適切にろう付けされない一方で、もう一方の領域が過熱し、部品の故障につながる可能性があります。
業界標準(NADCAPおよびAMS-2750)
航空宇宙や防衛などの重要産業では、NADCAPやAMS-2750などの規格により、温度制御、測定、文書化に関して非常に厳格な要件が定められています。
これらの用途に使用される炉は、プロセスの再現性と部品のトレーサビリティを確保するために、温度精度と均一性を実証し、証明する必要があります。
トレードオフの理解
炉の選択または操作には、能力とコストおよびリスクのバランスを取ることが含まれます。
最高温度対コストと複雑さ
炉の最高温度は、そのコストと複雑さに直接影響します。1400℃に到達できる炉は、2200℃に到達できる特殊な黒鉛炉とは大きく異なります。
より高い温度には、より高度な発熱体(黒鉛対モリブデン)、優れた断熱材、より堅牢な電源および冷却システムが必要となり、これらすべてが価格を大幅に上昇させます。
サイクル時間対部品の完全性
炉は急速に加熱できますが、温度を速く上げすぎると熱応力が発生し、デリケートな部品の反りや亀裂を引き起こす可能性があります。
1時間に800℃から1100℃まで昇温する例に見られるような、ゆっくりとした制御された加熱および冷却サイクルは、最終アセンブリの完全性を保護するための意図的な選択です。
目標に合った適切な選択をする
温度要件は、アプリケーションによって完全に異なります。
- 標準的な産業用ろう付けが主な焦点の場合: 最高動作温度が1300℃の炉は、一般的な銅、銀、ニッケルベースのろう材に対して十分な能力を提供します。
- 航空宇宙または高純度部品が主な焦点の場合: NADCAP規格に適合し、実証済みの温度均一性を持ち、プロセスの柔軟性とクリーニングサイクルのために約1400℃の最高温度を提供する炉を優先してください。
- 高度な研究または難治性金属の接合が主な焦点の場合: 2000℃以上を達成できる、黒鉛エレメントを備えた特殊な高温炉が必要になります。
結局のところ、適切な温度とは単一の数値ではなく、材料と品質要件に適合するように設計された、精密に制御されたプロファイルです。
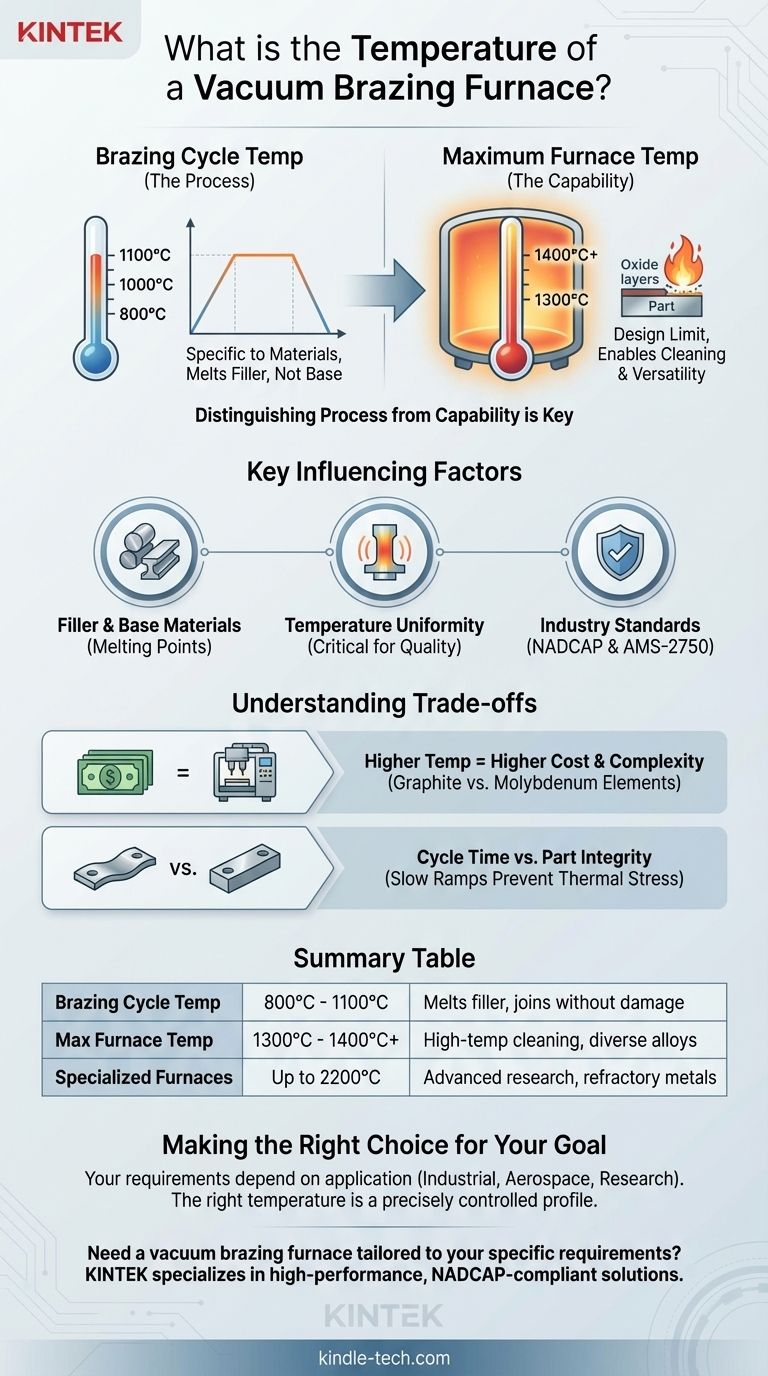
要約表:
| 温度の種類 | 一般的な範囲 | 目的 |
|---|---|---|
| ろう付けサイクル温度 | 800℃ - 1100℃ | 母材を損傷することなく接合のためにろう材を溶かす |
| 最大炉温度 | 1300℃ - 1400℃以上 | 高温クリーニングサイクルを可能にし、多様な合金に対応する |
| 高温特殊炉 | 最大2200℃ | 高度な研究および難治性金属用 |
特定の温度と品質要件に合わせて調整された真空ろう付け炉が必要ですか? KINTEKは、精密な温度制御、均一性、NADCAPなどの業界標準への準拠のために設計された真空ろう付け炉を含む高性能ラボ機器を専門としています。航空宇宙、産業製造、高度な研究のいずれに従事している場合でも、当社のソリューションは最適なろう付け結果とプロセスの信頼性を保証します。当社のラボの正確なニーズをどのように満たすことができるかについて、今すぐお問い合わせください!
ビジュアルガイド