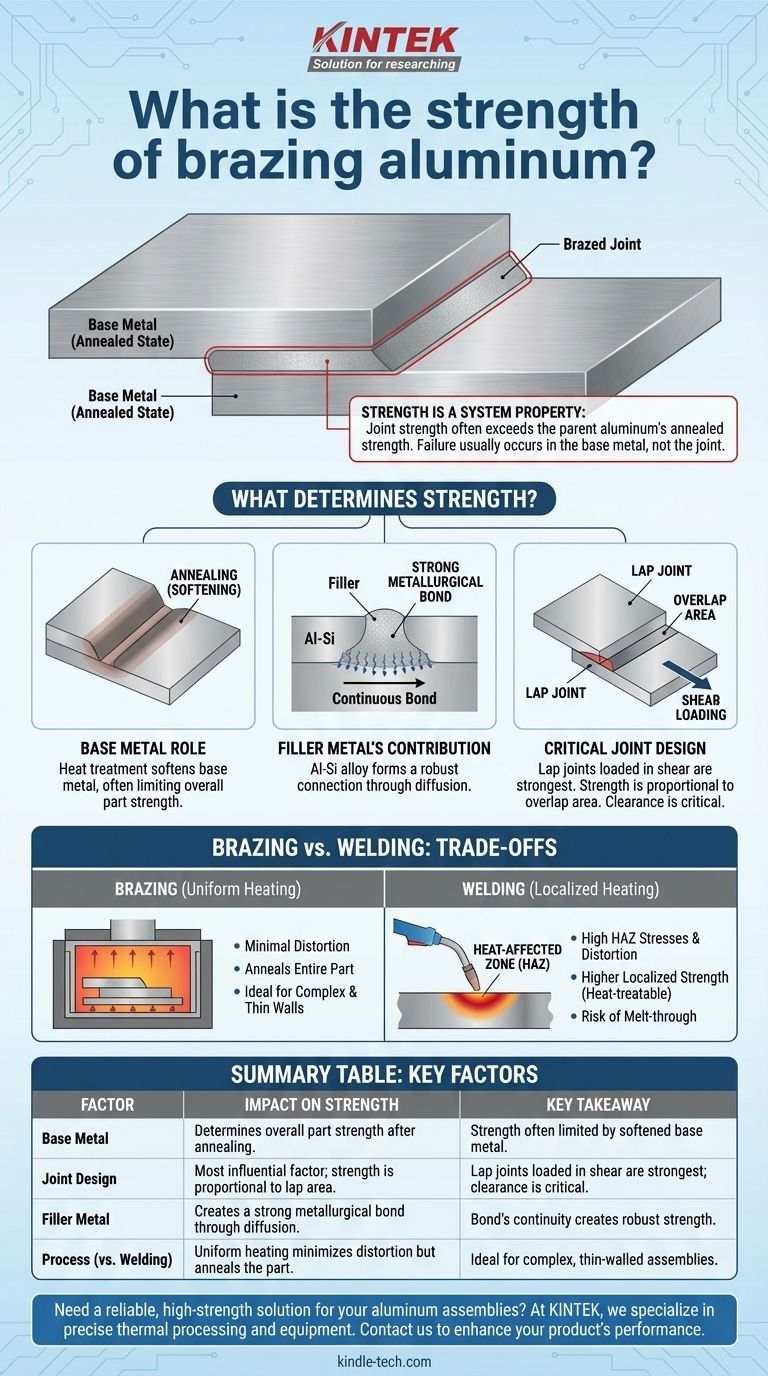
ろう付けアルミニウム接合の強度は単一の固定値ではありません。適切に設計・施工された接合部では、せん断強度は母材のアルミニウム合金の焼鈍状態(軟化状態)の強度と同等かそれ以上になります。これは、破壊試験を行った場合、ろう付け接合部自体が破壊される前に母材が破損することが多いということを意味します。
理解すべき核心的な原則は、ろう付けの強度はフィラーメタル単独から来るのではなく、強力な冶金学的結合と最適化された接合設計の組み合わせから来るということです。焦点はフィラーの固有の強度から、重ね継手の広い表面積に分散されたせん断強度へと移ります。
ろう付け接合の強度を決定するもの
ろう付けアセンブリの最終的な強度はシステム特性であり、母材、フィラー、接合部の物理的設計の相互作用によって決定されます。
母材の役割
ろう付けはアルミニウム母材の融点より低い温度で行われますが、その温度は母材を焼鈍(軟化させる熱処理)させるのに十分な高さです。これは理解すべき最も重要な要素です。
部品全体の強度は、ろう付け接合部ではなく、母材の焼鈍強度によって制限されることがよくあります。接合部が技術的に強くても、部品は軟化した接合部近傍で曲がったり折れたりします。
フィラーメタルの寄与
アルミニウムろう付けでは、通常、アルミニウム-ケイ素(Al-Si)合金がフィラーメタルとして使用されます。このフィラーは母材よりも低い融点を持ちます。
フィラー合金自体は多くの高強度アルミニウム合金ほど強くありませんが、その目的は表面を濡らし、拡散を通じて強力で連続的な冶金学的結合を形成することです。この結合は、十分な面積にわたって広がることで、信じられないほど堅牢な接続を生み出します。
接合設計の極めて重要な重要性
これはあなたが制御できる最も影響力のある要因です。ろう付け接合部は、せん断荷重がかかったときに最も強くなるように設計されています。純粋な引張(突合せ継手)で使用しようとすると、不適切な方法となり、はるかに弱い結果になります。
最も一般的で効果的な設計は重ね継手であり、2つの表面が重なり合います。この接合部の強度は、重なり合う表面積に正比例します。ラップが長いほど、接合部は強くなります。
接合部のクリアランス、つまり2つの重なり合う部品間の隙間も重要です。隙間が小さすぎるとフィラーメタルが流れ込むのを妨げ、隙間が大きすぎると空隙が生じ、強度が低下する可能性があります。一般的なクリアランスは0.002〜0.006インチ(0.05〜0.15 mm)の範囲です。
トレードオフの理解:ろう付けと溶接
エンジニアはろう付けと溶接を比較検討することがよくあります。選択は強度と製造に大きな影響を与えます。
強度と熱影響部(HAZ)
溶接は集中的な局所的な熱影響部(HAZ)を生成し、その小さな領域の母材の特性を著しく変化させる可能性があります。これは高い残留応力や歪みにつながる可能性があります。
ろう付け、特に炉ろう付けは、アセンブリ全体を均一に加熱します。これにより歪みは最小限に抑えられますが、部品全体が焼鈍されるため、ろう付け前の調質状態と比較して全体の強度が低下する可能性があります。しかし、この均一性は大きな利点となることがあります。
設計の複雑さと材料の厚さ
ろう付けは、熱交換器のような複雑な多接合アセンブリや薄肉部品の接合に優れています。穏やかで均一な加熱により、溶接では信頼性の高い接合が不可能な、複雑で漏れのない構造を作成できます。
また、溶接と比較して薄いセクションが溶け落ちるリスクがはるかに低いため、異なる厚さのアルミニウムを接合するのにも優れています。
後処理と熱処理
熱処理可能なアルミニウム合金(6xxx系など)の場合、ろう付け後の熱処理(固溶化処理と時効処理)を実行して、母材の元の強度のかなりの部分を回復させることが可能です。これはコストと複雑さを増しますが、高性能アプリケーションには不可欠な場合があります。
アプリケーションに最適な選択をする
ろう付けが十分に強いかどうかを判断するには、設計目標を評価する必要があります。
- 主な焦点が単純な直線継手での最大強度である場合: 熱処理可能な合金を溶接し、HAZを管理することで、より高い局所強度が得られる可能性があります。
- 主な焦点が複雑で漏れのないアセンブリ(ラジエーターやシャーシなど)を作成することである場合: ろう付けが優れた方法であり、適切な重ね継手設計によってその強度が最大化されます。
- 主な焦点が非常に薄い材料または異なる厚さの材料を接合することである場合: ろう付けはより優れた熱制御を提供し、多くの場合、より信頼性が高く構造的に健全な選択肢となります。
結局のところ、最初から特定の接合プロセスに合わせて設計することが、堅牢で信頼性の高いアルミニウムアセンブリを実現するための鍵となります。
要約表:
| 要素 | 強度への影響 | 主なポイント |
|---|---|---|
| 母材 | 焼鈍後の部品全体の強度を決定する。 | 強度は接合部ではなく、軟化した母材によって制限されることが多い。 |
| 接合設計 | 最も影響力のある要素。強度はラップ面積に比例する。 | せん断荷重がかかった重ね継手が最も強く、接合部のクリアランスが重要。 |
| フィラーメタル | 拡散により強力な冶金学的結合を形成する。 | 広い面積にわたる結合の連続性が堅牢な強度を生み出す。 |
| プロセス(溶接との比較) | 均一な加熱により歪みが最小限に抑えられるが、部品は焼鈍される。 | 熱交換器のような複雑な薄肉または漏れのないアセンブリに最適。 |
アルミニウムアセンブリの信頼性が高く高強度のソリューションをお探しですか?
ろう付けは、熱交換器、ラジエーター、シャーシなどの複雑で漏れのないコンポーネントを作成するための優れた方法です。KINTEKは、最適なろう付け接合強度と完全性を実現するために必要な正確な熱処理と装置を専門としています。当社の専門知識により、お客様のラボや生産施設は、薄い材料や異種材料であっても確実に接合できます。
KINTEKに今すぐお問い合わせいただき、当社のろう付けソリューションが製品の性能と信頼性をどのように向上させるかをご相談ください。
ビジュアルガイド