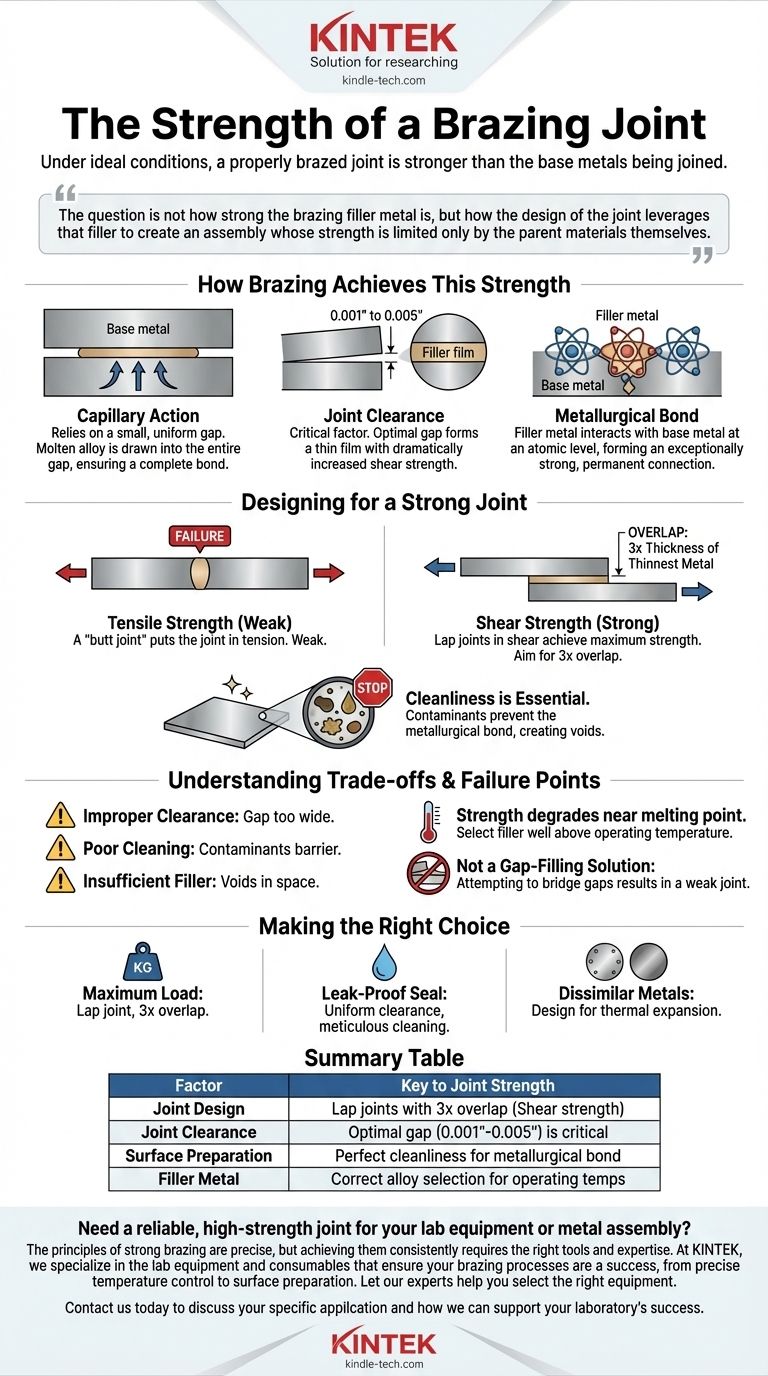
理想的な条件下では、適切にろう付けされた接合部は、接合される母材よりも強くなります。これは、アセンブリが破壊を引き起こすのに十分な応力を受けた場合、接合部よりも先に母材自体が破損することを意味します。強度はフィラーメタル単独に固有のものではなく、正しい設計と手順の結果です。
問題はろう付けフィラーメタルの強さではなく、接合部の設計がそのフィラーをどのように活用して、強度が母材自体によってのみ制限されるアセンブリを作成するかということです。
ろう付けがこの強度を達成する方法
ろう付け接合部の驚異的な強度は、冶金学的原理と機械的設計の組み合わせから生まれます。単に2枚の金属を接着するだけではありません。
毛細管現象の役割
ろう付け接合部は、2つの母材部品の間に非常に狭く均一な隙間に依存しています。フィラーメタルが導入されると、毛細管現象によって溶融合金がこの隙間全体に引き込まれ、接合面全体に完全で一貫した結合が保証されます。
接合クリアランスの原理
接合される部品間の距離、すなわち接合クリアランスは、強度を決定する最も重要な単一の要因です。隙間が広すぎると、接合部の強度はフィラーメタルの固有強度に限定され、これは母材よりも著しく弱くなります。
隙間が最適な範囲内(通常0.001インチから0.005インチ)にある場合、フィラーメタルは両方の表面に冶金学的に結合した薄い膜を形成します。この構成によりフィラーメタルが拘束され、せん断強度が劇的に向上します。
冶金学的結合の作成
ろう付けは真の冶金学的結合を形成します。フィラーメタルは母材に単にくっつくのではなく、原子レベルで相互作用します。母材の微視的な量を溶解し、冷却・凝固する際に非常に強力で恒久的な接続を形成します。

強力な接合のための設計
ろう付け接合部が母材よりも強いという主張は、適切な設計に完全に依存します。設計が不十分な接合部は常に破損の原因となります。
引張強度よりもせん断強度
ろう付け接合部はせん断に対して非常に強く、引張に対しては比較的弱いです。「突き合わせ継手」(直接引っ張って離す)は接合部に引張力をかけます。「重ね継手」(表面が重なり合う)は接合部にせん断力をかけます。
最大の強度を達成するためには、接合部は常に重ね継手として設計する必要があります。経験則として、接合される最も薄い金属の厚さの3倍以上のオーバーラップを作成し、ろう付け領域の合計強度が母材の強度を超えるようにする必要があります。
清浄度の重要性
冶金学的結合は、完全に清浄な表面でのみ形成されます。油、グリース、酸化物などの汚染物質はバリアとして機能し、フィラーメタルが母材と結合するのを妨げます。これにより空隙が生じ、接合部の強度と完全性が劇的に低下します。
トレードオフと破損点の理解
ろう付けは非常に効果的ですが、成功するためには尊重しなければならない特定の条件があります。接合部が破損する理由を理解することが、それを防ぐ鍵となります。
接合破損の一般的な原因
ろう付け接合部が接合部で破損する場合、それはほとんどの場合、適切な手順の違反によるものです。主な原因は次のとおりです。
- 不適切な接合クリアランス: 隙間が広すぎると、フィラーメタルが最大の強度に達するのを妨げます。
- 不十分な清掃: 汚染物質が冶金学的結合の形成を妨げます。
- フィラーメタルの不足: 毛細管スペースを完全に満たすのに十分なフィラーが使用されませんでした。
温度制限
ろう付け接合部の強度は、サービス温度がフィラー合金の融点に近づくにつれて低下します。アセンブリの意図された動作温度よりも十分に高い融点を持つフィラーメタルを選択する必要があります。
ギャップ充填ソリューションではない
溶接とは異なり、ろう付けは大きすぎる、または不均一な隙間を埋めるために使用することはできません。このプロセスは、狭く均一なスペース内での毛細管現象の原理に完全に依存しています。隙間を埋めようとすると、鋳造されたフィラー合金の強度しかない弱い接合部になります。
目標に合った正しい選択をする
母材よりも強い接合部を実現するには、ろう付けプロセスに合わせて接合部を具体的に設計する必要があります。
- 主な焦点が最大の耐荷重能力である場合: 最も薄い部材の厚さの3倍以上のオーバーラップを持つ重ね継手を設計し、破損が接合部ではなく母材で発生するようにします。
- 主な焦点が漏れのないシールを作成することである場合: 均一な接合クリアランスと徹底的な清掃を優先し、空隙のない完全な毛細管充填を保証します。
- 主な焦点が異種金属を接合することである場合: ろう付けは理想的な選択ですが、加熱および冷却サイクル中の応力を避けるために、異なる熱膨張率に対応するように接合部を設計する必要があります。
細心の注意を払った接合部の設計に焦点を当てることで、接合部が構造の最も強い部分となるろう付けアセンブリを確実に作成できます。
要約表:
| 要素 | 接合強度への鍵 |
|---|---|
| 接合部の設計 | 3倍オーバーラップの重ね継手が最も強い(せん断強度)。 |
| 接合クリアランス | 最適な隙間(0.001"-0.005")は毛細管現象に不可欠。 |
| 表面処理 | 冶金学的結合には完全な清浄度が不可欠。 |
| フィラーメタル | 適切な合金の選択により、動作温度での強度が保証される。 |
実験装置や金属アセンブリに信頼性の高い高強度接合部が必要ですか?
強力なろう付けの原理は正確ですが、それを一貫して達成するには適切なツールと専門知識が必要です。KINTEKでは、正確な温度制御から表面処理に至るまで、ろう付けプロセスが成功することを保証する実験装置と消耗品の専門家です。
当社の専門家が、母材よりも強い接合部を実現するために適切な機器を選択するお手伝いをします。お客様の特定の用途と、当社のラボの成功をどのようにサポートできるかについて、今すぐお問い合わせください。
ビジュアルガイド