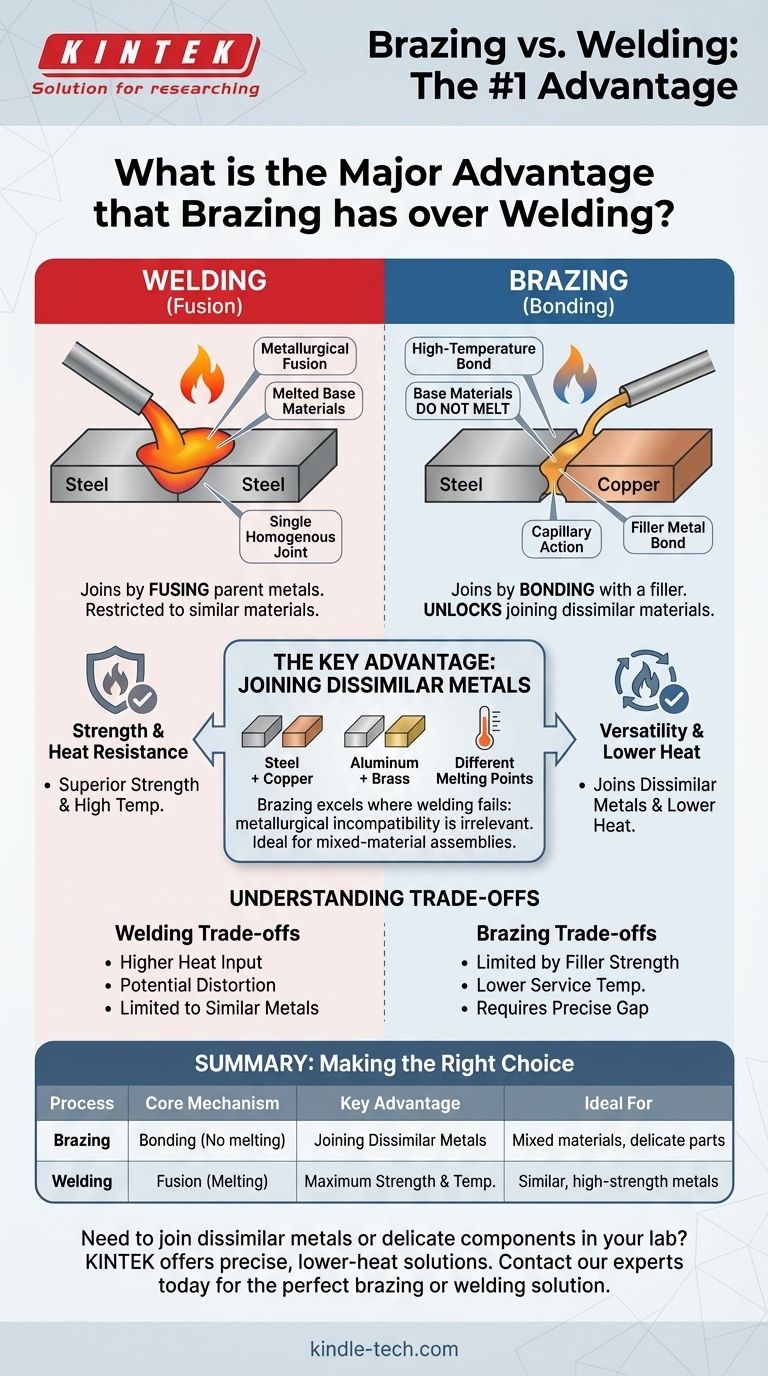
ろう付けが溶接に比べて持つ最大の利点は、異種金属を接合できる能力です。溶接が母材そのものを融解させて接合するのに対し、ろう付けは別のろう材を使用して母材を溶かさずに接合します。この根本的な違いにより、溶接した場合には冶金的に両立しない広範な材料を、強固に接合することが可能になります。
核心的な違いは単純です。溶接は母材を融解させて接合部を作るため、類似した材料に限定されます。ろう付けはろう材で母材を接合させて接合部を作るため、鋼と銅、またはアルミニウムと真鍮のような大きく異なる材料を接合する能力が開かれます。
根本的な違い:融解 対 接合
ろう付けがなぜこのような独自の利点を持つのかを理解するためには、まず各プロセスの核となる仕組みを区別する必要があります。これらは金属を接合するための根本的に異なるアプローチです。
溶接の仕組み:冶金的な融解
溶接は、高いエネルギーを使用して、多くの場合ろう材と共に2つの母材のエッジを溶かします。
これらの溶融した材料が混ざり合い、単一の均質なプールを形成します。冷却すると、このプールが1つの連続した金属片として固化し、冶金的な結合を形成します。
このプロセスは、接合部が接合される部品と本質的に同じ材料であるため、優れた強度と耐熱性を生み出します。
ろう付けの仕組み:高温での接合
ろう付けでは、母材よりも融点が低いろう材を導入します。母材は加熱されますが、決して溶けません。
溶融したろう材は、毛細管現象と呼ばれるプロセスによって、部品間の密着した隙間に引き込まれます。
冷却して固化すると、ろう材は2つの表面間に強固で永続的な接合を形成します。これははんだ付けと機能的に似ていますが、はるかに高い温度(840°F / 450°C以上)で発生し、より強力なろう材を使用します。

主な利点:異種材料の接合
母材を溶かすか溶かさないかというこの区別が、ろう付けの主な利点の源泉です。
溶接が異なる金属で苦戦する理由
融点、熱膨張率、化学組成などが大きく異なる2つの金属を溶接しようとすると、多くの場合不可能です。
それらを溶かして混ぜ合わせると、接合部に脆く弱い合金が生成され、ひび割れや即座の破損につながる可能性があります。
ろう付けがこの分野で優れている理由
ろう付け接合部の母材が絶対に溶融しないため、冶金的な不適合性は問題になりません。
接合部の成功は、ろう材が各母材の表面に付着する能力のみに依存します。これにより、広範な異種金属を接合するための理想的なプロセスとなります。
トレードオフの理解
材料の多様性のためにろう付けを選択することは、溶接と比較していくつかの異なる性能特性を受け入れることを意味します。
溶接が優れている場合:強度と耐熱性
溶接の主な利点は、その比類のない強度です。最終的な接合部は母材が融解して一体化した部分であるため、その強度は元の材料と同等かそれ以上になることがあります。
さらに、溶接継手は母材が耐えられるあらゆる温度に耐えることができるため、高温用途では唯一の選択肢となります。
ろう付けの限界
ろう付け接合部の強度は、ろう材の強度によって制限され、これはほとんどの場合、母材よりも弱いです。
同様に、接合部の最大使用温度は、同じろう材のはるかに低い融点によって決定されます。
二次的な利点:低熱と歪みの低減
ろう付けは溶接よりも大幅に低い熱入力を必要とします。この低い温度により、特に薄い部品やデリケートな部品を扱う際に、熱応力、反り、歪みのリスクが軽減されます。
用途に合わせた適切な選択
ろう付けと溶接のどちらを選択するかは、プロジェクトの特定の要求によって決定されるべきです。
- 異種金属の接合やデリケートな部品の接合が主な焦点の場合:ろう付けは決定的な、しばしば唯一実行可能な解決策です。
- 最大の強度と高温性能が主な焦点の場合:互換性のある金属を接合していることを前提として、溶接が優れた選択肢です。
- 薄い材料の熱入力と歪みを最小限に抑えることが主な焦点の場合:ろう付けの低温は溶接よりも大きな利点をもたらします。
融解と接合というこの核となる違いを理解することが、成功し耐久性のある接合のために正しいプロセスを選択するための鍵となります。
要約表:
| プロセス | 核となる仕組み | 主な利点 | 理想的な用途 |
|---|---|---|---|
| ろう付け | 母材を溶かさずにろう材で金属を接合する。 | 異種金属の接合(例:鋼と銅)。 | 異種材料のアセンブリ、デリケートな部品。 |
| 溶接 | 母材を溶かして一体化させることで接合する。 | 最大の接合強度と高温耐性。 | 類似した高強度の金属の接合。 |
実験室で異種金属やデリケートな部品を接合する必要がありますか?
ろう付けは、溶接では対応できない、正確で低温のソリューションを提供します。KINTEKでは、お客様固有の接合の課題に対応する適切な実験装置と消耗品を提供することに特化しています。当社の専門知識により、研究および生産のニーズに対して、耐久性があり信頼性の高い結果が得られることが保証されます。
当社の専門家に今すぐお問い合わせいただき、研究室に最適なろう付けまたは溶接ソリューションを見つけてください。
ビジュアルガイド