ろう付けに最適なアルミニウム合金は、マグネシウム含有量が少なく、固相線(融解)温度が高いものです。具体的には、1xxx、3xxx、および6xxxシリーズの合金は、その材料特性がろう付けプロセスと非常に互換性があるため、優れた候補となります。3003や6061のような合金は、成形性、強度、優れたろう付け性の良好なバランスから一般的に使用されています。
「最高の」合金を探すことは、根本的に互換性を探すことです。アルミニウムのろう付けの成功は、単一の完璧な材料を見つけることよりも、プロセスの2つの重要な制約を理解することにかかっています。すなわち、合金の融点はフィラーメタルの流動点よりも安全に高く、そのマグネシウム含有量は頑固でろう付けできない酸化層の形成を防ぐのに十分な低さである必要があります。

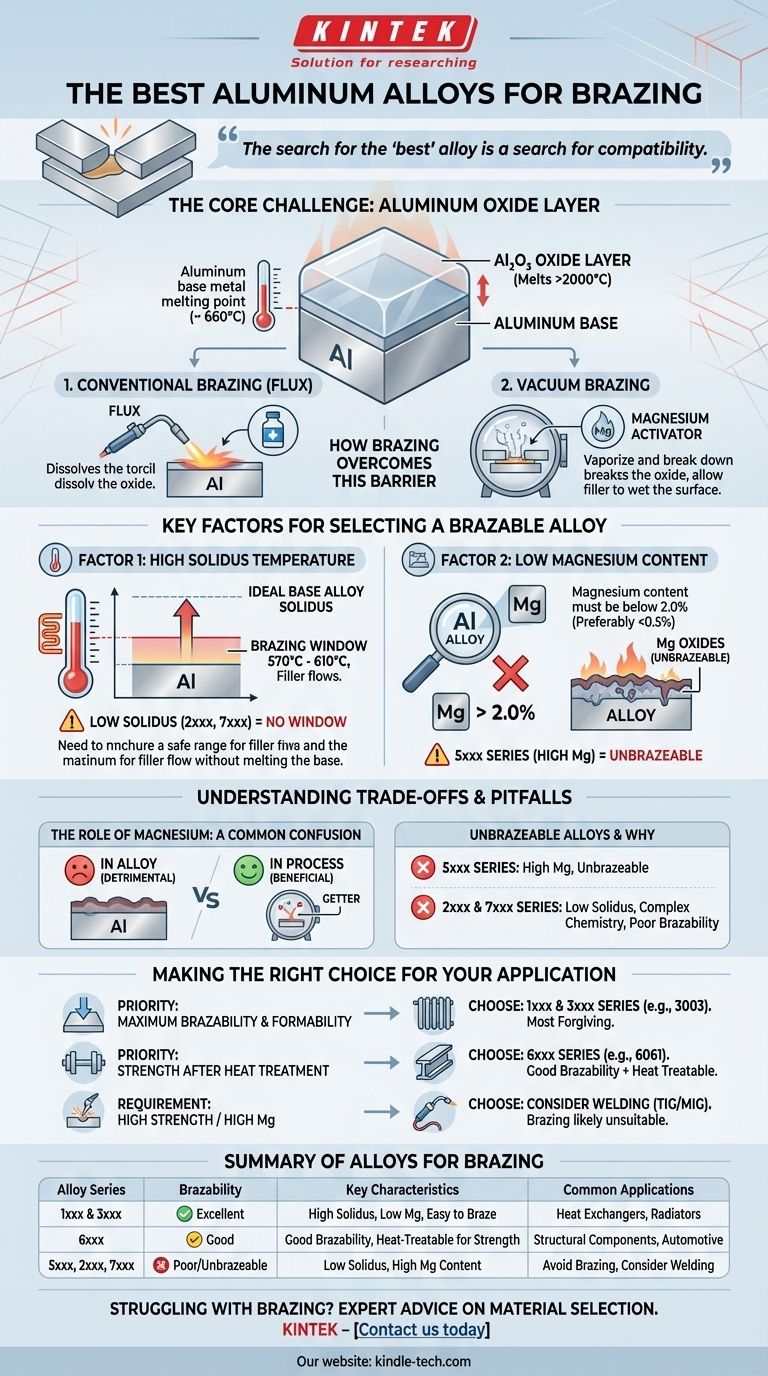
核心的な課題:アルミニウム酸化層
なぜアルミニウムは接合が難しいのか
すべてのアルミニウム合金は、薄く、丈夫で透明なアルミニウム酸化物(Al₂O₃)の層で瞬時に覆われます。
この酸化層の融点は2000°C(3632°F)を超え、アルミニウム母材自体の融点(約660°Cまたは1220°F)よりもはるかに高いです。
ろう付けフィラーメタルがアルミニウムと結合するためには、この強固な酸化層をまず除去または置換する必要があります。
ろう付けがこの障壁をどのように克服するか
ろう付けプロセスでは、酸化層を打ち破るために2つの方法のいずれかを使用します。従来の炉またはトーチろう付けでは、化学的なフラックスを使用して酸化物を溶解および置換します。
真空ろう付けでは、部品は高真空中で加熱されます。この環境は、マグネシウム蒸気のような金属活性剤と組み合わさることで、酸化層を分解させ、フィラーメタルが下のきれいなアルミニウム表面を濡らすことを可能にします。
ろう付け可能な合金を選択するための主要な要素
要素1:高い固相線温度
固相線とは、合金が融解し始める温度です。ろう付けが機能するためには、母材の固相線温度がろう付けフィラーメタルの液相線(完全流動)温度よりも著しく高い必要があります。
これにより、「ろう付けウィンドウ」が作成されます。これは、フィラーが完全に溶融しているが、母材が固体で安定している安全な温度範囲です。
ほとんどのアルミニウムろう付けフィラーは570°Cから610°C(1060°Fから1130°F)の間で流動します。したがって、理想的な母材合金は、この範囲を十分に超えるまで融解し始めるべきではありません。
要素2:低いマグネシウム含有量
マグネシウムは、アルミニウムのろう付けにとって最も破壊的な単一の要素です。原則として、母材合金中のマグネシウム含有量は2.0%未満である必要があり、多くの専門家は最良の結果を得るために0.5%未満を推奨しています。
マグネシウムを含むアルミニウム合金が加熱されると、表面に酸化マグネシウムが形成されます。これらの酸化物は、純粋な酸化アルミニウムよりもはるかに安定しており、化学フラックスや真空プロセスで除去するのが困難です。
これが、5xxxシリーズの合金全体(マグネシウムで強化されている)が一般的にろう付け不可能と見なされる理由です。
トレードオフと落とし穴を理解する
マグネシウムの役割:よくある混乱点
合金中のマグネシウムと、プロセスで使用されるマグネシウムを区別することが重要です。
合金元素としてのマグネシウム(例:5xxxシリーズ)は、部品自体に難溶性の酸化層を形成するため有害です。
逆に、少量の純粋なマグネシウムは、真空炉内に意図的に配置されることがよくあります。ここで、それは「ゲッター」として機能し、真空中の残留酸素や水蒸気と気化して反応し、アルミニウム部品を保護し、その酸化層を分解するのに役立ちます。
ろう付け不可能およびろう付けが困難な合金
上記の原則に基づき、一部の合金シリーズはろう付け用途で避けるべきです。
- 5xxxシリーズ:これらの合金は高レベルのマグネシウムで強化されており、ろう付け不可能と見なされます。
- 2xxxおよび7xxxシリーズ:これらの高強度合金は、ろう付けウィンドウがほとんどない低い固相線温度を持つことがよくあります。その複雑な化学組成もプロセスを妨害します。
アプリケーションに合った適切な選択をする
理想的な合金は、ろう付けの容易さ、ろう付け後の強度、またはその他の製造上の考慮事項のいずれが優先されるかによって異なります。
- 最大のろう付け性と成形性を重視する場合:1xxx(純アルミニウム)または3xxx(アルミニウム-マンガン)シリーズの合金を選択してください。これらは最も扱いやすいです。
- 熱処理後の強度を重視する場合:6061や6063のような6xxxシリーズの合金を使用してください。これらは良好なろう付け性と、接合後に熱処理してより高い強度を得る能力との優れたバランスを提供します。
- 高マグネシウムまたは高強度合金(5xxx、2xxx、7xxx)を必要とするプロジェクトの場合:ろう付けが不適切な接合方法である可能性を認識し、TIG溶接やMIG溶接などの代替手段を検討してください。
これらの原則に基づいて、最初から適切な材料を選択することが、アルミニウムろう付け接合を成功させるための最も重要なステップです。
要約表:
| 合金シリーズ | ろう付け性 | 主な特性 | 一般的な用途 |
|---|---|---|---|
| 1xxx & 3xxx | 優れている | 高い固相線温度、低Mg、ろう付けが容易 | 熱交換器、ラジエーター |
| 6xxx | 良い | 良好なろう付け性、強度向上のための熱処理が可能 | 構造部品、自動車部品 |
| 5xxx, 2xxx, 7xxx | 不良/ろう付け不可能 | 低い固相線温度、高いMg含有量 | ろう付けには避けるべき;代わりに溶接を検討 |
アルミニウムのろう付けでお困りですか、それとも研究室や生産ニーズのための材料選択に関する専門家のアドバイスが必要ですか?
KINTEKでは、お客様の特定の要件に合わせて調整された高品質の実験装置と消耗品の提供を専門としています。ろう付けプロジェクトやその他の実験プロセスに取り組んでいる場合でも、当社の専門知識は最適な結果を得るための適切なツールを確実に提供します。
今すぐお問い合わせください、信頼性の高い機器と専門家の指導で、お客様の研究室の成功をどのようにサポートできるかについてご相談ください!
ビジュアルガイド