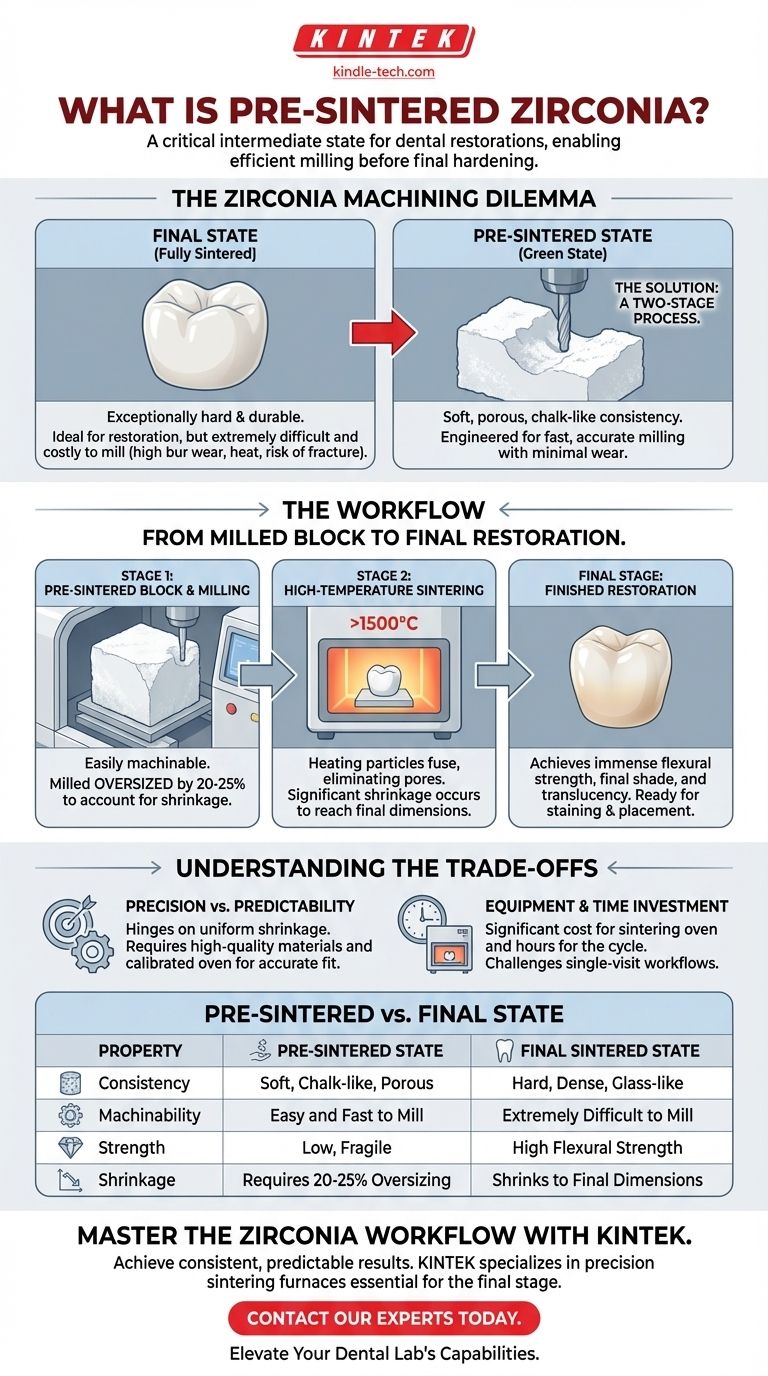
歯科修復物の製作において、プレシンタードジルコニアは最終的な材料ではなく、重要な中間状態です。これは、部分的に加熱され高密度化されたジルコニアであり、粉末から柔らかいチョークのような固体へと変化しています。この「ビスケット」または「グリーン状態」は、最終的な焼結プロセスを経て完全な強度と審美性を得る前に、簡単に機械加工できるように特別に設計されています。
ジルコニアの根本的な課題は、その極端な硬度であり、最終形態では効率的に機械加工することがほぼ不可能です。プレシンタードジルコニアは、ミリング用の柔らかく加工可能な状態を提供することでこれを解決し、その後に続く焼結プロセスによって高強度の最終修復物へと変換されます。

ジルコニアの機械加工のジレンマ
プレシンタードジルコニアを理解するには、まずそれが解決するために作られた問題を理解する必要があります。目標は、入手可能な最も硬い材料の1つから、精密に適合する歯科用クラウンを作成することです。
最終状態のジルコニアの課題
完全に焼結されたジルコニアは、非常に硬く耐久性のあるセラミックです。この最終状態の強度が、それを理想的な修復材料にしています。
しかし、この同じ硬度により、機械加工が非常に困難で時間がかかります。完全に緻密なジルコニアブロックからクラウンをミリングすると、ミリングバーの極端な摩耗、莫大な熱の発生、材料の破損のリスクが生じます。
解決策:2段階プロセス
業界はこのジレンマを、製作を2つの段階に分けることで解決しました。まず、材料が柔らかいときに機械加工し、次に硬化させます。
プレシンタードジルコニアは、最初の段階で使用される材料です。これにより、CAD/CAM機器への摩耗を最小限に抑えながら、高速で正確なミリングが可能になります。
プレシンタードジルコニアの性質
この中間状態は、デジタルデンティストリーのワークフローに不可欠な独自の特性を持っています。これは、慎重なエンジニアリングの産物です。
チョークのような質感
プレシンタード状態のジルコニアは、多孔質で比較的脆いです。その質感は、しばしばチョークや緻密な小麦粉に例えられます。
この柔らかさにより、ミリングバーは複雑な解剖学的詳細、マージン、咬合面を高い精度と速度で彫刻することができます。
収縮の考慮
プレシンタードジルコニアを扱う上で重要な要素は、収縮です。材料が完全に緻密ではないため、最終焼結サイクル中に大幅に(通常20〜25%)収縮します。
CAD/CAMソフトウェアは、修復物の設計に拡大係数を正確に計算して適用する必要があります。クラウンは意図的に大きくミリングされ、最終焼結後に正確な必要な寸法に収縮するようにします。
ミリングされたブロックから最終修復物へ
ミリングは中間点に過ぎません。その後の加熱プロセスが、柔らかく大きな形状を最終的で機能的な補綴物へと変形させます。
最終焼結サイクル
ミリング後、「グリーン状態」の修復物は、特別な高温焼結炉に入れられます。
ここで、1,500°C(2,732°F)を超える温度に加熱されます。このサイクル中に、ジルコニア粒子が融合し、気孔が除去され、材料が固形物へと緻密化されます。これが焼結プロセスです。
最終的な強度と審美性の達成
この最終的な焼成は2つのことを達成します。第一に、ジルコニアが知られる巨大な曲げ強度を与えます。第二に、材料に最終的な色調と透明度を与えます。
柔らかく不透明なチョークのような形状は、硬く歯のような修復物となり、最終的なステイン、グレーズ、装着の準備が整います。
トレードオフの理解
プレシンタードワークフローは業界標準ですが、固有の妥協点と課題を認識することが重要です。
精度 vs 予測可能性
プロセス全体は、材料の予測可能で均一な収縮にかかっています。ジルコニアブロックの不整合や焼結サイクルの逸脱は、適合しない修復物につながる可能性があります。
これには、信頼できるメーカーからの高品質な材料を使用し、適切に校正された焼結炉を維持することが必要です。
設備と時間のコスト
このワークフローには、専門的な設備である焼結炉への多大な投資が必要です。
さらに、焼結サイクル自体は時間がかかり、開始から終了まで数時間を要することがよくあります。この方法を用いた真の「1回訪問」チェアサイド修復は、物流上の課題となります。
ワークフローに合った適切な選択をする
プレシンタードジルコニアの特性を理解することで、ラボやクリニックの優先順位に基づいて情報に基づいた決定を下すことができます。
- 最高の審美性制御と精度が主な焦点である場合:プレシンタードワークフローは業界標準であり、材料が硬くなりすぎて修正できなくなる前に、複雑な解剖学的詳細を可能にします。
- 速度と1回訪問修復が主な焦点である場合:完全に焼結されたミリング可能なブロックを検討することもできます。これにより、長い焼結サイクルが不要になりますが、設計の柔軟性が低下し、ミリングバーの摩耗が増加します。
- 運用コストの管理が主な焦点である場合:プレシンタードプロセスには、高温焼結炉への多大な投資と、焼成サイクルに要する時間が必要であることに注意してください。
この2段階プロセスの原則を習得することで、強く、精密で、美しいジルコニア修復物の製作を完全に制御できるようになります。
要約表:
| 特性 | プレシンタード状態 | 最終焼結状態 |
|---|---|---|
| 質感 | 柔らかく、チョーク状、多孔質 | 硬く、緻密、ガラス状 |
| 機械加工性 | 簡単で高速なミリング | ミリングが非常に困難 |
| 強度 | 低く、脆い | 高い曲げ強度 |
| 収縮 | 20-25%のオーバーサイズが必要 | 最終寸法に収縮 |
| 主な用途 | ミリング/CAD-CAM段階 | 最終的な歯科修復物 |
KINTEKでジルコニアワークフローをマスターする
歯科ラボの能力を高める準備はできていますか?ジルコニア修復物の精度は、材料の品質と焼結炉の信頼性にかかっています。
KINTEKは、プレシンタードジルコニアプロセスの最終段階に不可欠な精密焼結炉を含む、高性能なラボ機器と消耗品を専門としています。当社は、歯科業界にサービスを提供するラボが、あらゆる修復物で一貫した予測可能な結果を達成できるよう支援します。
今すぐ専門家にお問い合わせください。お客様のワークフローに最適な焼結ソリューションを見つけ、修復物が最高の強度と精度の基準を満たすことを保証します。
ビジュアルガイド
関連製品
- トランス付きチェアサイド用歯科用ポーセリンジルコニア焼結セラミックファーネス
- 歯科用ポーセレンジルコニア焼結セラミック真空プレス炉
- 実験室用脱脂・予備焼結用高温マッフル炉
- エンジニアリング先進ファインセラミックス用精密加工イットリア安定化ジルコニアセラミックプレート
- エンジニアリング先進ファインセラミックス加工用カスタムメイドアルミナジルコニア特殊形状セラミックプレート









