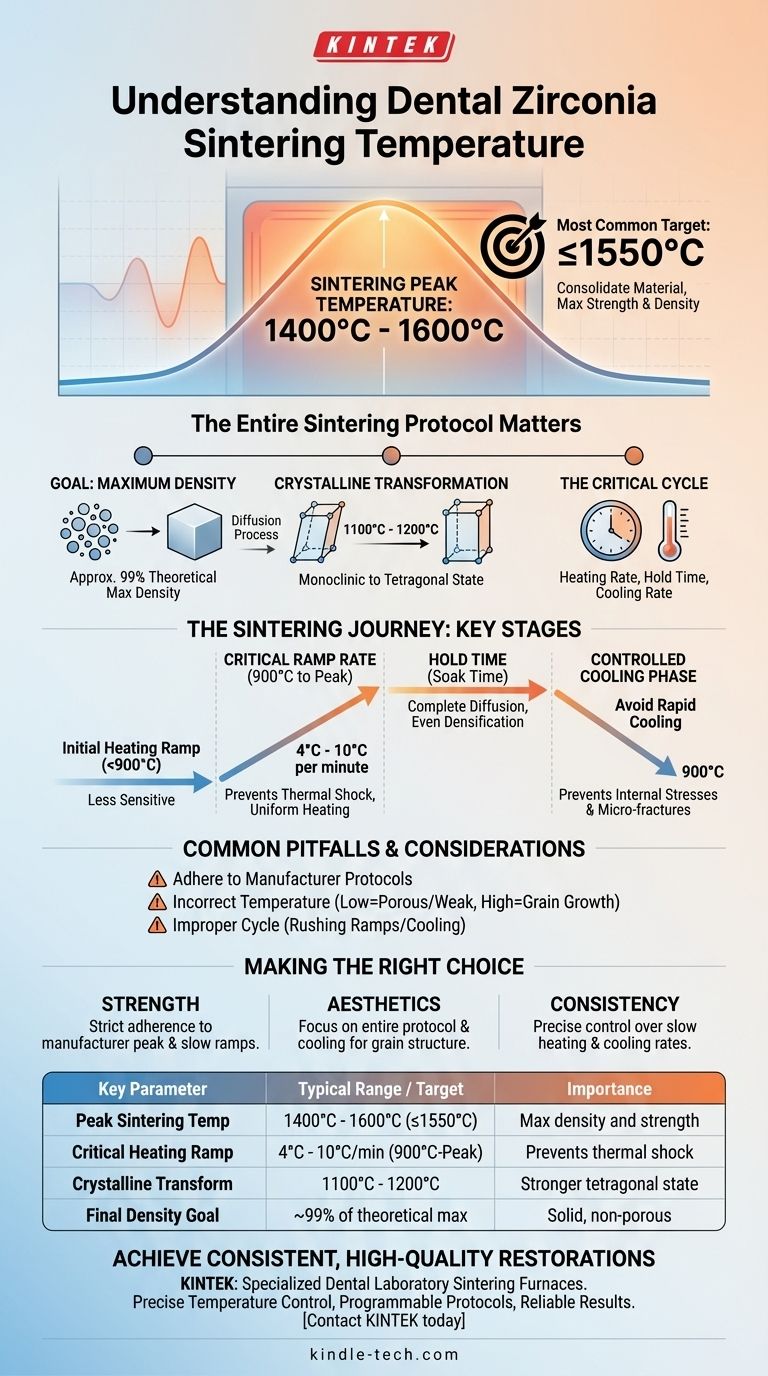
ほとんどの歯科用ジルコニアの場合、最終的な焼成温度は通常1400℃から1600℃の間にあります。最も一般的な目標は1550℃以下であり、これは材料を固化させ、最大の強度と密度を達成するために必要な温度です。
特定の最高温度は、方程式の一部にすぎません。ジルコニア焼成の真の成功は、修復物の最終的な物理的および審美的な特性を決定する、加熱および冷却サイクル全体、すなわち焼成プロトコルを理解し、制御することから生まれます。
焼成が単なる最高温度以上の意味を持つ理由
焼成は熱的変性のプロセスです。ジルコニアの場合、単に材料を溶かして融合させるのではなく、微視的なレベルで特定の変化を誘発することです。目標は、高密度で強く安定した最終製品を得ることです。
目標:最大密度の達成
焼成の主な目的は、多孔質で「チョーク状」の予備焼成ジルコニアを、固体で非多孔質のセラミックに変換することです。高温は拡散と呼ばれるプロセスを促進し、原子が移動して結合し、粒子間の隙間をなくします。このプロセスは、最終的な修復物が理論上の最大密度の99%近くに達することを目指します。
結晶構造の変換
1100℃から1200℃の間で重要な事象が発生し、ジルコニアの結晶構造が単斜晶系から、より強固な正方晶系に変換されます。この変換は不可欠ですが、緻密化プロセスを完了させるためには、温度はこの点をはるかに超えて上昇し続ける必要があります。
焼成サイクルの重要な役割
最適な結果を得ることは、単一の温度よりも、プログラムされたサイクル全体に依存します。これには、昇温速度、最高温度での保持時間、冷却速度が含まれます。各段階には明確で重要な目的があります。

焼成プロトコルの主要な段階
成功する焼成結果は、正確で制御された温度の旅に基づいて構築されます。900℃から最高温度までのフェーズが最もデリケートです。
初期昇温ランプ
室温から約900℃までは、ジルコニア修復物はそれほどデリケートではありません。この初期段階の昇温速度は、その後の段階ほど重要ではありません。
クリティカルランプ速度(900℃から最高温度まで)
炉の温度が900℃から最終保持温度まで上昇する速度は極めて重要です。通常、1分あたり4℃から10℃の間のゆっくりとした着実な昇温が推奨されます。これにより熱衝撃を防ぎ、修復物全体が均一に加熱されることが保証され、予測可能な結果を得るために不可欠です。
保持時間(ソーク時間)
炉が最高温度(例:1550℃)に達すると、その温度を一定時間保持します。この「ソーク時間」により、拡散プロセスが修復物全体で完了し、均一で完全な緻密化が保証されます。
制御された冷却相
加熱相と同じくらい重要なのが冷却相、特に約900℃まで戻る冷却速度です。冷却が速すぎると、内部応力や微小な亀裂が生じ、最終的な修復物の構造的完全性と寿命が著しく損なわれる可能性があります。
一般的な落とし穴と考慮すべき変数
原則は単純ですが、いくつかの要因が最適とは言えない結果につながる可能性があります。これらの変数を認識することが一貫性の鍵となります。
メーカープロトコルの順守
高透明度向けに最適化されたものと高強度向けに最適化されたものなど、ジルコニアの配合はわずかに組成が異なります。その結果、異なる焼成プロトコルが必要になる場合があります。常にメーカーの特定の指示を主要なガイドとして扱ってください。
不適切な温度のリスク
温度が低すぎると焼成不足となり、不完全な緻密化につながります。修復物は多孔質で弱くなり、望ましい色や透明度が得られない可能性があります。逆に、温度が高すぎると過度の結晶粒成長を引き起こし、強度が低下したり、材料の審美特性が変化したりすることがあります。
不適切なサイクルの影響
最高温度が正しくても、昇温や冷却段階を急ぐことは失敗の一般的な原因です。不適切なサイクルは、修復物が設置された後でも亀裂につながる内部応力の主な発生源となります。
目標に合った正しい選択をする
予測可能で高品質な結果を得るためには、焼成プロトコルを修復物の主な目的に合わせる必要があります。
- 最大の強度と耐久性が主な焦点の場合: メーカー推奨の最高温度と遅いランプ速度を厳守し、可能な限り高い密度を達成するようにしてください。
- 最適な審美性が主な焦点の場合: 最高温度と冷却サイクルが最終的な結晶粒構造(光の透過と透明度を決定する)に大きく影響するため、プロトコル全体に細心の注意を払ってください。
- 一貫性と失敗の回避が主な焦点の場合: 最も重要な要素は、特に900℃から最高温度の間での、ゆっくりとした加熱および冷却速度の正確な制御です。
完全な焼成プロトコルを習得することが、ジルコニア修復物の持つ可能性を最大限に引き出す鍵となります。
要約表:
| 主要なパラメーター | 一般的な範囲/目標 | 重要性 |
|---|---|---|
| 最高焼成温度 | 1400℃~1600℃(一般的:≤1550℃) | 最大密度と強度の達成 |
| クリティカル昇温ランプ速度 | 1分あたり4℃~10℃(900℃から最高温度まで) | 熱衝撃の防止、均一な加熱の保証 |
| 結晶構造の変換 | 1100℃~1200℃ | より強固な正方晶系への変換 |
| 最終密度目標 | 理論上の最大値の約99% | 修復物が固体で非多孔質であることを保証 |
正確な熱制御により、一貫性のある高品質なジルコニア修復物を実現します。
KINTEKでは、歯科業界向けに特化したラボ用焼成炉を専門としています。当社の機器は、ジルコニアを完璧に焼成し、最大の強度、最適な審美性、揺るぎない一貫性を得るために必要な正確な温度制御とプログラム可能なプロトコルを提供します。
お客様の歯科ラボの可能性を最大限に引き出すお手伝いをします。
- 正確な温度制御: 毎回、重要な1400~1600℃の範囲を正確に達成します。
- プログラム可能なプロトコル: 異なるジルコニア配合に必要な遅いランプ速度とソーク時間を簡単に設定し、再現します。
- 信頼できる結果: 失敗をなくし、修復物が要求する密度と透明度を実現します。
KINTEKに今すぐお問い合わせいただき、お客様のラボのニーズに最適な焼成ソリューションを見つけてください!
ビジュアルガイド
関連製品
- トランス付きチェアサイド用歯科用ポーセリンジルコニア焼結セラミックファーネス
- 歯科用ポーセレンジルコニア焼結セラミック真空プレス炉
- 真空歯科用ポーセリン焼結炉
- 9MPa空気圧焼結炉(真空熱処理付)
- 実験室用脱脂・予備焼結用高温マッフル炉



















