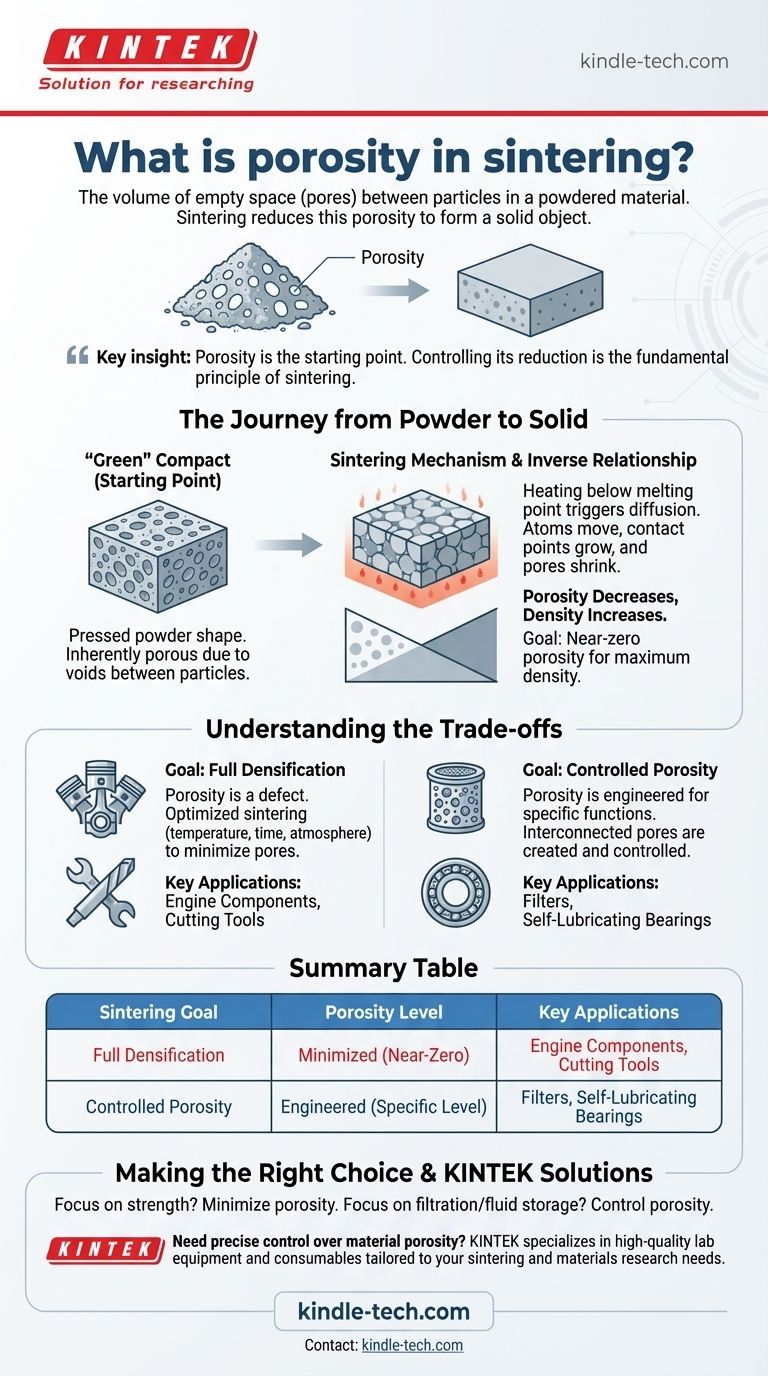
製造の文脈において、気孔率とは、粉末材料の個々の粒子間に存在する空隙、つまり細孔の体積を指します。焼結プロセス中、主な目的は、この粉末の塊を加熱して気孔率を体系的に減らし、粒子を結合させて高密度で固体な物体を形成することです。
気孔率は、ほとんどの焼結操作において、最終目標ではなく出発点です。これらの細孔の減少を理解し制御することが、焼結を用いて緩い粉末を強く機能的な部品に変えるための基本的な原理です。
粉末から固体への道のり
焼結は、粉末からなる成形体を凝集性のある固体塊に変換する熱プロセスです。気孔率の進化は、この変態の中心的な物語です。
出発点:「グリーン」成形体
焼結が始まる前、材料は「グリーン」成形体として存在します。これは、単に粉末を所望の形状にプレスしたものです。
個別の粒子で構成されているため、このグリーン成形体は本質的に多孔質です。粒子間のこれらの空隙が、その初期気孔率を定義します。
細孔減少のメカニズム
焼結では、グリーン成形体を高温に加熱しますが、その温度は材料の融点より低いままです。
この温度で、拡散と呼ばれるプロセスが始まります。原子が粒子の境界を越えて移動し、粒子間の接触点が増大して融合します。この原子輸送により、粒子の中心が互いに近づき、効果的に細孔が収縮し、消滅します。
逆の関係:気孔率と密度
気孔率と密度は反比例の関係にあります。焼結中に細孔が除去されると、材料内の空隙が減少します。
その結果、材料の密度が増加します。多くの構造部品にとっての究極の目標は、材料の理論上の最大密度に近づくことであり、これはほぼゼロの気孔率に相当します。

トレードオフの理解
焼結は気孔率を除去するためによく使用されますが、特定のレベルの気孔率が望ましい特徴である材料を作成するためにも使用できます。目標がプロセスを決定します。
完全緻密化の目標
エンジン部品や切削工具などのほとんどの構造用途では、気孔率は欠陥です。細孔は応力集中点として機能し、材料全体の強度、延性、疲労抵抗を低下させます。
これらの場合、焼結プロセスは、気孔率を可能な限り減らすために、特定の温度、時間、雰囲気で最適化されます。
制御された気孔率の価値
他の用途では、気孔率が最終部品に組み込まれます。これらの細孔は、特定の機能を提供するために意図的に作成および制御されます。
例えば、多孔質焼結材料はフィルターに使用され、相互接続された細孔が汚染物質を捕捉しながら流体を通過させます。また、自己潤滑ベアリングにも使用され、細孔がオイルのリザーバーとして機能します。
目標に合った適切な選択をする
焼結における気孔率へのアプローチは、最終部品の望ましい特性に完全に依存します。
- 最大の強度と機械的完全性を重視する場合:焼結サイクルを最適化して可能な限り最高の密度を達成することにより、気孔率を最小限に抑えることが目標です。
- ろ過または流体貯蔵を重視する場合:特定の、安定した、相互接続された細孔ネットワークを作成するために、焼結プロセスを制御することが目標です。
焼結プロセスをマスターすることは、気孔率の制御をマスターすることです。
要約表:
| 焼結の目標 | 気孔率レベル | 主な用途 |
|---|---|---|
| 完全緻密化 | 最小化(ほぼゼロ) | エンジン部品、切削工具 |
| 制御された気孔率 | 設計された(特定のレベル) | フィルター、自己潤滑ベアリング |
研究室のプロジェクトで材料の気孔率を正確に制御する必要がありますか? KINTEKは、焼結および材料研究のニーズに合わせた高品質の実験装置と消耗品を提供しています。高密度構造部品を開発している場合でも、革新的な多孔質材料を開発している場合でも、当社の専門知識は一貫した信頼性の高い結果を保証します。今すぐお問い合わせください。お客様の研究室の目標をどのようにサポートできるかご相談ください!
ビジュアルガイド