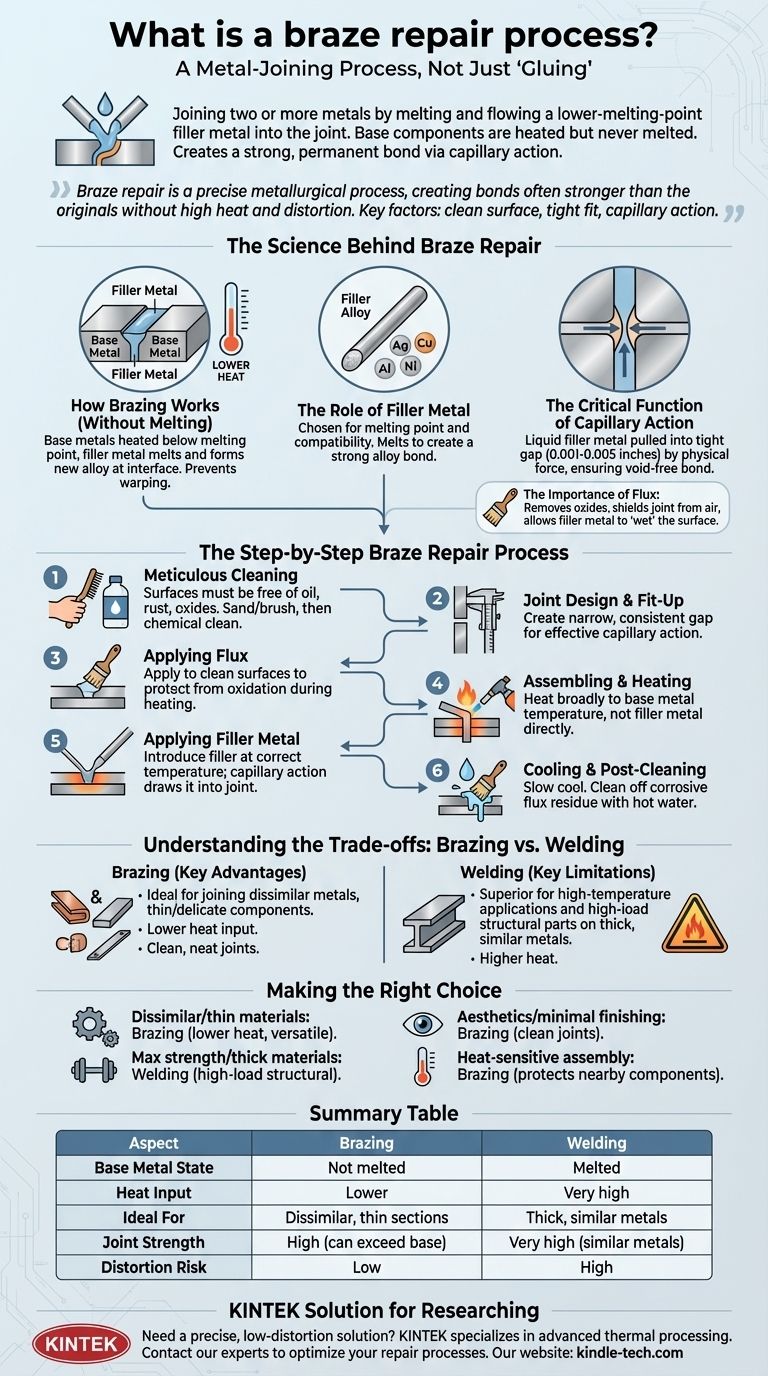
簡単に言うと、ろう付け修理とは、2つ以上の金属部品を、溶融したろう材を接合部に流し込むことで接合する金属接合プロセスです。重要なのは、ろう材が接合する金属よりも融点が低いため、ベース部品は加熱されますが、決して溶融することはありません。このプロセスは、毛細管現象と呼ばれる冶金学的原理を通じて、強力で永続的、そして多くの場合シームレスな結合を生み出します。
ろう付け修理は、単に金属を「接着する」ものではありません。これは、溶接に伴う高温や歪みなしに、元の金属と同じくらい、あるいはそれ以上に強力な結合を生み出す精密な冶金学的プロセスです。その秘密は、きれいな表面、ぴったりとした嵌合、そして毛細管現象の力にあります。

ろう付け修理の背後にある科学
ろう付け修理を真に理解するには、トーチやろう材を超えて見る必要があります。このプロセスは、耐久性のある結合を形成するために、いくつかの主要な科学的原理が連携して機能することに依存しています。
ろう付けの仕組み(溶融なし)
ろう付けと溶接の根本的な違いは、母材(修理される部品)の状態です。ろう付けでは、母材はろう材を溶融させるのに十分な高温に加熱されますが、常に自身の融点以下です。この低い熱入力は、反り、歪み、および母材固有の特性の変化を防ぐため、非常に重要です。
ろう材の役割
ろう材は、しばしば銀、銅、アルミニウム、またはニッケルの合金であり、このプロセスの主役です。その融点と母材との適合性に基づいて選択されます。溶融すると、熱い母材の表面と相互作用し、界面に新しい強力な合金を形成します。
毛細管現象の重要な機能
ろう付けは、毛細管現象からその並外れた強度を引き出します。これは、液体を非常に狭い空間に引き込む物理的な力です。ろう付け修理が成功するためには、接合部に非常に狭く均一な隙間(通常0.001〜0.005インチ)が必要です。溶融したろう材が導入されると、この毛細管力がそれを接合部全体に深く引き込み、完全な被覆と空隙のない結合を保証します。
フラックスの重要性
金属表面は、きれいに見えても、ろう材が結合するのを妨げる酸化物の層で覆われています。フラックスは、加熱前に塗布される化学洗浄剤です。加熱されると、これらの酸化物を除去し、接合部を空気から保護し、溶融したろう材が表面を「濡らし」、適切に流れるようにします。
ろう付け修理の段階的なプロセス
成功するろう付け修理は、力任せというよりも、計画的な準備が重要です。各ステップは最終的な結果にとって不可欠です。
ステップ1:綿密なクリーニング
これは最も重要なステップです。接合面は、油、グリース、錆、酸化物が完全に除去されている必要があります。これは、研磨やワイヤーブラッシングなどの機械的方法と、その後の溶剤による化学洗浄によって達成されます。
ステップ2:接合部の設計と嵌合
部品は、狭く一貫した隙間ができるように配置する必要があります。最終的な接合部の強度は、毛細管現象が効果的に機能するために正しいクリアランスを維持することに直接依存します。
ステップ3:フラックスの塗布
フラックスは、組み立てる前に両部品のきれいな接合面に塗布されます。これにより、加熱中の酸化から結合領域全体が保護されます。
ステップ4:接合部の組み立てと加熱
部品を組み立てて固定します。その後、トーチでアセンブリ全体を広く均一に加熱します。目標は、母材をろう材の融点まで上昇させることであり、ろう材を直接加熱することではありません。
ステップ5:ろう材の塗布
アセンブリが適切な温度に達したら(フラックスが透明になり液体になることで示されることが多い)、ろう棒を接合部の端に触れさせます。母材からの熱でろう棒は瞬時に溶融し、毛細管現象によって液体金属が接合部内全体に引き込まれます。
ステップ6:冷却と後処理
熱応力を防ぐため、アセンブリはゆっくりと自然に冷却されます。冷却後、腐食性があることが多い残りのフラックス残渣は、熱湯とブラッシングで完全に洗浄する必要があります。
トレードオフの理解:ろう付け vs. 溶接
ろう付けは強力なツールですが、万能な解決策ではありません。溶接と比較していつ使用するかを知ることが、修理を成功させる鍵です。
ろう付けを選択する場合:主な利点
ろう付けは、溶接が苦手な分野で優れています。その主な利点は、銅と鋼、超硬合金と鋼など、異種金属を接合できることです。また、熱入力が低いため、溶接によって破壊される可能性のある薄いまたは繊細な部品に最適であり、多くの場合、仕上げを必要としないきれいで整った接合部を生成します。
溶接の方が優れている場合:主な制限
ろう付け接合の主な制限は、ろう材の融点によって決まる使用温度です。高温用途では、溶接の方が優れています。さらに、適切に設計されたろう付け接合は非常に強力ですが、厚い同一金属に適切に実行された溶接は、極端な荷重を受ける構造部品に対して、一般的に高い引張強度とせん断強度を持ちます。
修理に適切な選択をする
ろう付け、溶接、またはその他の方法の選択は、部品とその用途の特定の要求によって決定されるべきです。
- 異種金属や薄い材料の接合が主な焦点である場合: 熱入力が低く、材料の汎用性が高いため、ろう付けが優れた選択肢となることがよくあります。
- 厚い同一金属の最大強度が主な焦点である場合: 適切に実行された溶接は、高荷重の構造用途において、通常より強力な接合部を提供します。
- 美観と最小限の仕上げが主な焦点である場合: ろう付けは、研削や研磨をほとんど必要としない、きれいで整った接合部を生成します。
- 熱に敏感なアセンブリの修理が主な焦点である場合: ろう付けの低温は、近くの部品を保護し、母材の元の特性を維持します。
ろう付け修理の原理を理解することで、特定の金属修理の課題に対して最も効果的で耐久性のあるソリューションを自信を持って選択できます。
要約表:
| 側面 | ろう付け | 溶接 |
|---|---|---|
| 母材の状態 | 溶融しない | 溶融する |
| 熱入力 | 低い | 非常に高い |
| 理想的な用途 | 異種金属、薄い断面 | 厚い同一金属 |
| 接合強度 | 高い(母材を超えることも可能) | 非常に高い(同一金属の場合) |
| 歪みのリスク | 低い | 高い |
金属部品に精密で低歪みのソリューションが必要ですか?
KINTEKでは、研究室および産業用途向けの高度な熱処理ソリューションを専門としています。異種金属の接合やデリケートな部品の修理など、ろう付けと熱処理における当社の専門知識は、母材を損なうことなく強力で信頼性の高い結合を実現するのに役立ちます。
当社のラボ機器と消耗品がお客様の修理および接合プロセスをどのように最適化できるかについて、今すぐ当社の専門家にお問い合わせください。
ビジュアルガイド