一般的な方法は5つ以上ありますが、ろう付けの最も主要な5つのタイプは、その加熱方法によって定義されます。それは、トーチ、炉、誘導、抵抗、真空ろう付けです。それぞれの技術は、熱を使って接合部に溶加材を溶かし込みますが、熱の発生と適用方法によって、プロセスが異なる材料、生産量、品質要件に適合するかどうかが決まります。
「最高の」ろう付けプロセスは単独では存在しません。最適な選択は常に、加熱方法をアプリケーションの特定の要求に合わせる機能であり、生産量、材料の感度、接合部の複雑さ、コストなどの要素のバランスを取ることです。
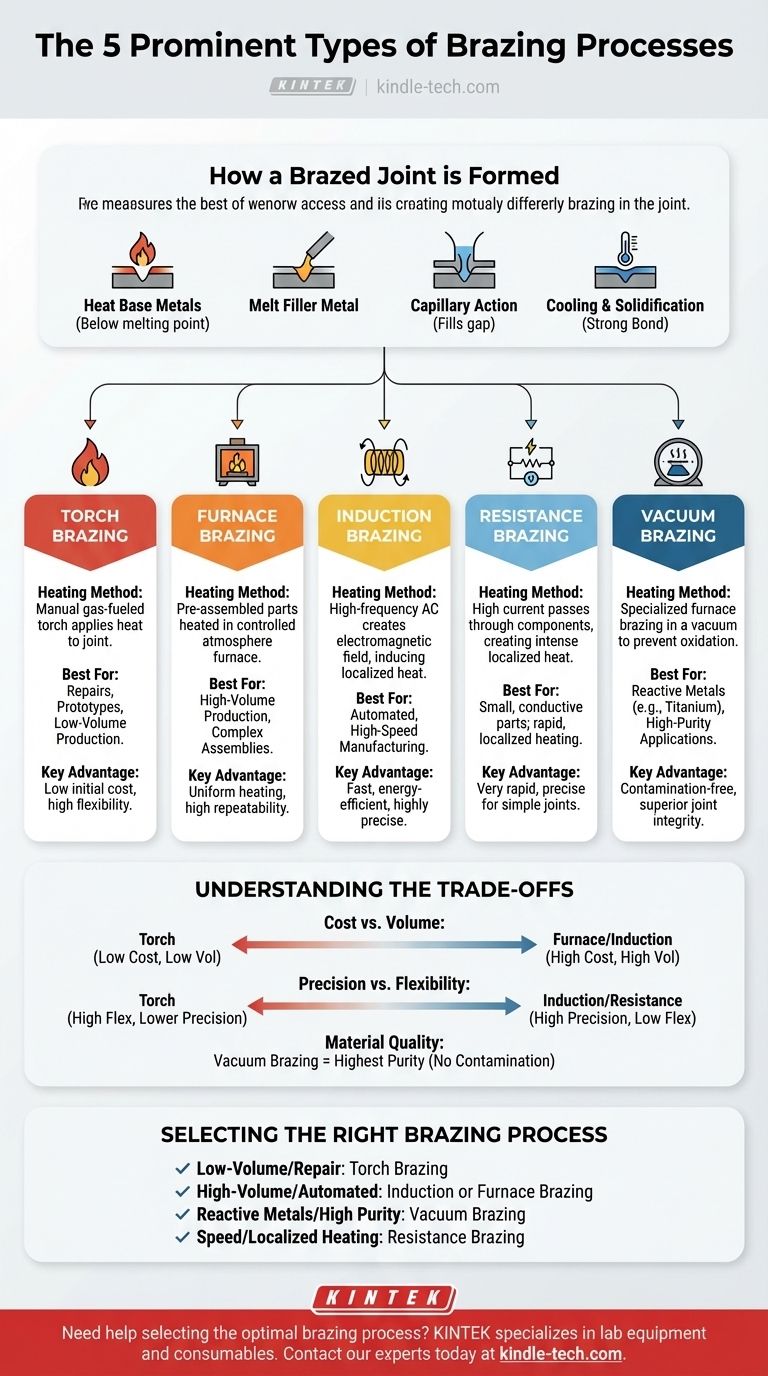
ろう付け接合部がどのように形成されるか
方法を比較する前に、それらすべてに共通する基本的な原理を理解することが重要です。ろう付けは、材料を溶かすことなく接合します。
熱と溶加材の役割
すべてのろう付けは、母材をその融点よりは低いが、異種溶加材の融点よりは高い温度に加熱することを含みます。
溶加材が溶けると、毛細管現象と呼ばれる現象によって母材間の密着した隙間に引き込まれ、冷却・凝固する際に強力な冶金学的結合を形成します。
重要な温度範囲
このプロセスは、正確な温度範囲内で発生します。例えば、アルミニウムをろう付けする場合、フラックスは表面をきれいにするために約565°Cで溶融し、溶加材はその直上の約577°Cで溶融して流れます。
この原理はすべてのろう付けに当てはまります。目標は、溶加材を溶かすのに十分なほど熱く、かつ接合される部品の完全性を保つのに十分なほど冷たいことです。ろう付けの種類間の主な違いは、この熱がどのように供給されるかです。

主要なろう付けプロセス(加熱方法)
各プロセスは熱を加える独自のアプローチを提供し、それぞれが異なるシナリオに適しています。
トーチろう付け
これは最も一般的で汎用性の高い方法であり、多くの場合、ガス燃料のトーチを使用して手作業で行われます。作業員が母材を加熱し、その後、溶加材を接合部に導入します。
非常に柔軟性があり、初期投資が少なく、修理、試作品、少量生産に最適です。
炉中ろう付け
このプロセスでは、部品は溶加材を接合部に配置して事前に組み立てられます。その後、アセンブリ全体が炉に入れられ、制御された雰囲気中で加熱されます。
この方法は、大量生産や複数の接合部を持つ複雑なアセンブリに優れており、均一な加熱と高い再現性を保証します。
誘導ろう付け
誘導ろう付けは、コイルを通過する高周波交流電流を使用して電磁界を生成します。この電磁界は部品に電流を誘導し、接合部領域に正確に局所的な熱を急速に発生させます。
このプロセスは非常に高速でエネルギー効率が高く、高度に制御可能であるため、自動化された高速製造ラインに最適です。
抵抗ろう付け
この方法は、部品自体を電気回路の一部として使用します。高電流が部品を通過し、この電流の流れに対する抵抗が接合部に強烈な局所的な熱を発生させます。
非常に迅速なプロセスであり、熱を迅速かつ正確に加える必要がある小型の導電性部品の接合に適しています。
真空ろう付け
炉中ろう付けの特殊な形態で、真空チャンバー内でプロセスが行われます。雰囲気を除去することで、金属表面への酸化物の形成を防ぎます。
これは、チタンやアルミニウムなどの反応性材料の接合、または接合部の完全性が損なわれてはならない航空宇宙および医療産業における高純度アプリケーションにとって重要です。
トレードオフの理解
ろう付けプロセスを選択するには、競合する優先順位のバランスを取る必要があります。すべての状況で優れた単一の方法はありません。
コスト対生産量
トーチろう付けは初期コストが最も低いですが、1個あたりの労働コストが最も高いため、大量生産には持続不可能です。
逆に、炉中ろう付けと誘導ろう付けは、設備に多額の設備投資が必要ですが、自動化と効率性により、大量生産では1個あたりのコストが非常に低くなります。
精度対柔軟性
手動トーチろう付けは最大の柔軟性を提供しますが、精度と一貫性は作業員のスキルに大きく依存します。
誘導ろう付けと抵抗ろう付けは、優れた精度と再現性を提供しますが、装置は特定の接合部形状に特化しており、さまざまな作業に対する柔軟性は低いです。
材料と接合部の品質
非臨界用途の鋼や銅などの標準的な金属の場合、ほとんどの方法がうまく機能します。しかし、反応性金属や汚染ゼロを要求する用途の場合、選択肢は狭まります。
真空ろう付けは、結合を弱める可能性のある大気汚染のリスクを排除するため、可能な限り最高の接合部純度と強度を達成するための唯一の選択肢となることがよくあります。
適切なろう付けプロセスの選択
選択は、プロジェクトの制約と目標に完全に依存します。
- 少量生産または修理が主な焦点の場合:トーチろう付けが最も実用的で費用対効果の高い選択肢です。
- 大量生産、自動製造が主な焦点の場合:誘導ろう付けまたは炉中ろう付けが最高の再現性と効率性を提供します。
- 反応性金属の接合または最高の接合部純度の達成が主な焦点の場合:真空ろう付けは、その優れた汚染のない結果のために不可欠です。
- 単純な接合部での速度と局所加熱が主な焦点の場合:抵抗ろう付けは、導電性部品に迅速かつ的を絞ったソリューションを提供します。
これらの加熱方法を理解することで、特定のアプリケーションに必要な品質、速度、費用対効果を提供するプロセスを選択できます。
要約表:
| ろう付けプロセス | 最適用途 | 主な利点 |
|---|---|---|
| トーチろう付け | 修理、試作品、少量 | 初期費用が低い、柔軟性が高い |
| 炉中ろう付け | 大量生産、複雑なアセンブリ | 均一な加熱、高い再現性 |
| 誘導ろう付け | 自動化、高速製造 | 高速、エネルギー効率が高い、精密 |
| 抵抗ろう付け | 小型、導電性部品 | 迅速、局所加熱 |
| 真空ろう付け | 反応性金属、高純度アプリケーション | 汚染なし、優れた接合部の完全性 |
お客様の研究所や生産ラインに最適なろう付けプロセスを選択するお手伝いが必要ですか? KINTEKは、ラボ機器と消耗品を専門とし、お客様のろう付けおよび熱処理のあらゆるニーズに対応します。当社の専門家が、お客様の材料、生産量、品質要件に合った適切な加熱方法を見つけるお手伝いをいたします。今すぐお問い合わせください お客様のアプリケーションについてご相談いただき、当社のソリューションがお客様のプロセス効率と接合品質をどのように向上させることができるかをご確認ください。
ビジュアルガイド