アルミニウムの溶接とろう付けのどちらを選択するかは、それらの動作原理の根本的な違いを理解する必要があります。どちらのプロセスも普遍的に「優れている」わけではありません。溶接はアルミニウム部品を溶融させて接合することで可能な限り最も強い結合を作成しますが、ろう付けはより低い温度でろう材を接合部に流し込み、アルミニウム自体を溶融させないため、歪みのリスクを大幅に低減します。
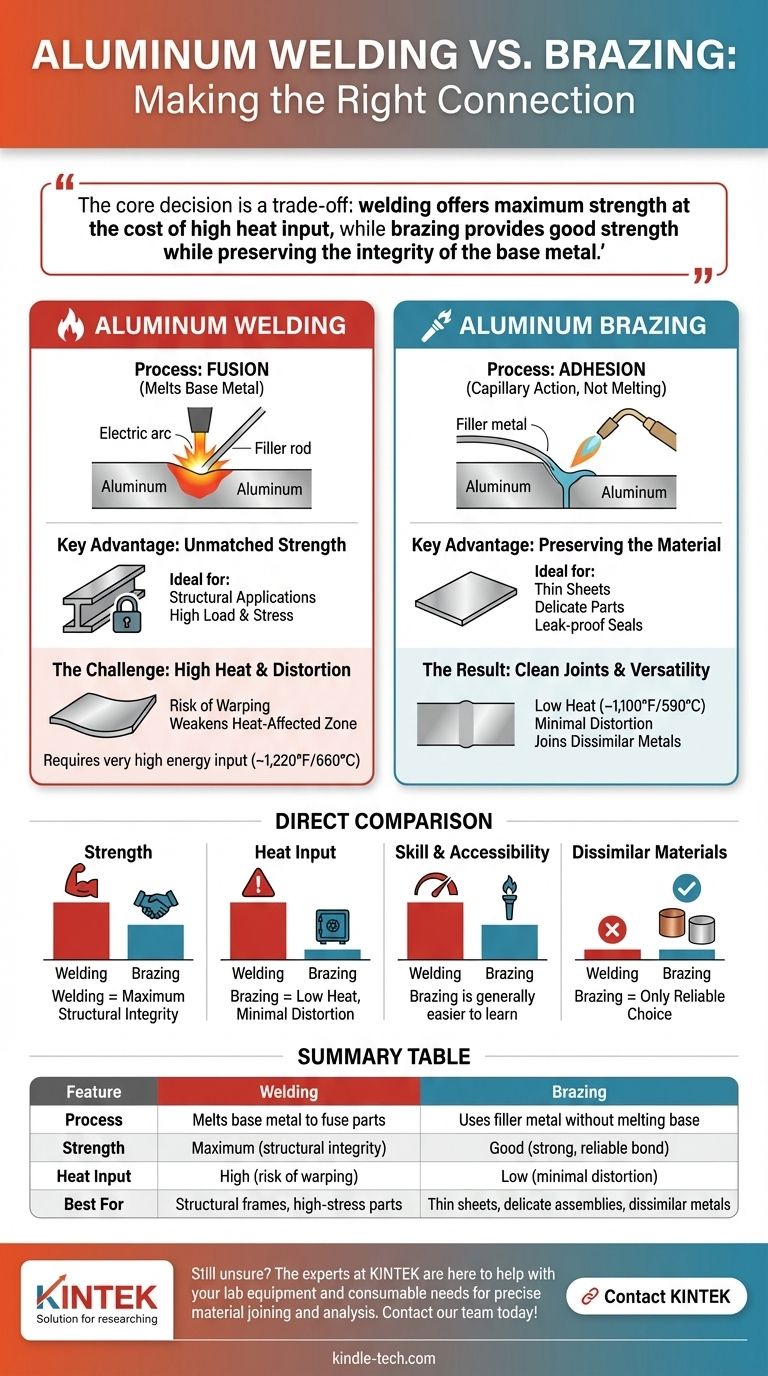
中心となる決定はトレードオフです。溶接は高い熱入力というコストで最大の強度を提供し、ろう付けは母材の完全性を維持しながら良好な強度を提供します。特定の用途と材料の厚さによって、正しい選択が決まります。
アルミニウム溶接とは?
溶接は融接のプロセスです。目標は、複数のアルミニウム片が単一の連続したピースであるかのように機能させることです。
原理:母材の融接
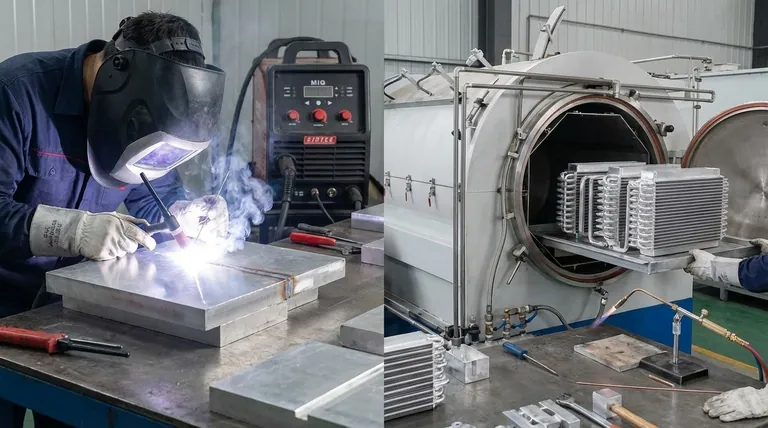
溶接では、TIG(タングステン不活性ガス)またはMIG(金属不活性ガス)溶接における電気アークのような強力な熱源を使用して、接合されるアルミニウム部品の端を溶融させます。通常、互換性のあるアルミニウム合金の溶加棒またはワイヤーが溶融池に追加され、接合部を形成します。
この溶融池が冷却・凝固すると、母材と溶加材が単一の均質なアルミニウム片に融合します。
主な利点:比類のない強度
接合部が母材の一部となるため、適切に実行された溶接は非常に強力です。多くの場合、溶接された接合部は、接続する元のアルミニウムと同じくらい、あるいはそれ以上に強くなることがあります。
このため、溶接は、接合部がかなりの荷重、応力、または振動に耐えなければならない構造用途の標準的な選択肢となります。
課題:高熱と歪み
アルミニウムは熱伝導率が非常に高いため、熱が急速に拡散します。そのため、約1,220°F(660°C)の融点に達するには非常に高いエネルギー入力が必要です。
この強烈な局所的な熱は、薄いシートを簡単に反りや歪みを引き起こす可能性があります。また、熱影響部(HAZ)と呼ばれる周囲のアルミニウムの焼き戻し(熱処理による硬度)に悪影響を与え、材料を弱める可能性もあります。
アルミニウムろう付けとは?
ろう付けは、接着と冶金結合のプロセスです。金属を溶融させることなく接合します。
原理:溶融ではなく毛細管現象
ろう付けでは、アルミニウム部品は、ろう材の融点より高く、しかしアルミニウム自体の融点よりは安全に低い温度に加熱されます。
部品が十分に熱くなったら、ろう付け溶加棒を接合部に触れさせます。溶融したろう材は、毛細管現象と呼ばれる強力な現象によって、密着した隙間に引き込まれます。冷却されると、強力で永続的な結合を形成します。
主な利点:材料の保護
ろう付けで使用される著しく低い温度(通常約1,100°F(590°C))が最大の利点です。この穏やかな加熱プロセスは、反りや歪みのリスクをほぼ排除します。
さらに、熱影響部がはるかに目立たないため、アルミニウム母材の元の焼き戻しと強度を維持します。
結果:クリーンな接合部と汎用性
ろう付けは、非常にきれいで整った接合部を滑らかなフィレットで生成し、多くの場合、それ以上の仕上げは必要ありません。
決定的に重要なのは、アルミニウムと銅、またはアルミニウムと鋼鉄のような異種金属の接合にも非常に効果的であることです。これは溶接では不可能な場合が多いです。
トレードオフの理解:直接比較
あなたの決定は、これらの主要な違いにかかっています。
強度と耐久性
溶接は、生の強度では明らかに勝者です。ボートの船体、車両のフレーム、または構造支持材を構築している場合は、溶接が適切な選択です。ろう付けされた接合部は強力ですが、母材の融着ではなく、ろう材の強度に依存します。
熱入力と歪み
ろう付けは、熱制御において圧倒的に優れています。薄いアルミニウムシート、デリケートな部品、または厳密な公差を持つ部品(HVACシステムなど)を扱っている場合、ろう付けは熱による損傷からアセンブリを保護します。
スキルとアクセスしやすさ
ろう付けは、一般的にアルミニウムのTIG溶接よりも習得が容易であると考えられています。アルミニウムのTIGアークを制御し、酸化層を清掃し、熱を管理するにはかなりの練習が必要です。ろう付けのトーチ制御は、習得がより容易なスキルです。
異種材料の接合
ろう付けは、アルミニウムをほとんどの他の金属に接合するための唯一の信頼できる選択肢です。溶接の融着プロセスは、融点と冶金特性が大きく異なる金属には適合しません。
用途に合った適切な選択をする
どちらが「優れている」かを尋ねるのではなく、あなたの目標にとってどちらが適切かを尋ねてください。
- 最大の構造的完全性が主な焦点である場合:可能な限り最も強力な融着接合を作成するために、溶接(精度にはTIG、速度にはMIG)を選択してください。
- 薄い部品やデリケートな部品の歪みを最小限に抑えることが主な焦点である場合:高熱による損傷から母材を保護するために、ろう付けを選択してください。
- 複雑なアセンブリで漏れのないシールを作成することが主な焦点である場合:ろう付けは優れた接合部充填とクリーンなフィレットを提供し、チューブ、タンク、または流体システムに最適です。
- アルミニウムを別の金属に接合することが主な焦点である場合:ろう付けが、その作業にとって正しく、多くの場合唯一の実行可能な方法です。
プロセスをプロジェクトの要求に合わせることで、成功し信頼性の高い結果を保証できます。
要約表:
| 特徴 | 溶接 | ろう付け |
|---|---|---|
| プロセス | 母材を溶融させて部品を接合 | 母材を溶融させずにろう材を使用 |
| 強度 | 最大(構造的完全性) | 良好(強力で信頼性の高い結合) |
| 熱入力 | 高(反りのリスク) | 低(歪みが最小限) |
| 最適用途 | 構造フレーム、高応力部品 | 薄板、デリケートなアセンブリ、異種金属 |
あなたのアルミニウムプロジェクトにどちらのプロセスが適しているかまだ不明ですか?KINTEKの専門家がお手伝いします。当社は、精密な材料接合と分析に必要なラボ機器と消耗品の提供を専門としています。構造部品でもデリケートなアセンブリでも、お客様に最適なソリューションをご案内します。今すぐチームにお問い合わせください。お客様の特定の用途について話し合い、成功する結果を確実にしましょう。
ビジュアルガイド