適切なろう付け温度を決定することは、推測ではなく観察の問題です。最も信頼できる視覚的な指標はろう付けフラックスです。ワークピースに塗布されたフラックスが泡立つのをやめ、水のように完全に透明で液体になったとき、母材はフィラーメタルを受け入れる適切な温度に達しています。
ろう付けの核心原則は、フィラーロッドではなく母材を加熱することです。接合部自体が、接触時にフィラーメタルを溶かし、毛細管現象によって引き込まれて強力な結合を形成するのに十分な熱さでなければなりません。フラックスは、あなたが持っている最も正確な温度計です。
基本原則:母材に仕事をさせる
ろう付けは強力な冶金学的結合を形成しますが、それは温度と加熱プロセスが正しく管理されている場合に限ります。プロセスの「なぜ」を理解することが重要です。
なぜ温度がすべてなのか
ろう付けの成功は、溶融したフィラーメタルをワークピース間の狭い空間に引き込む力である毛細管現象に依存します。これは、母材の表面がフィラーの融点よりも熱い場合にのみ起こります。
母材が冷たすぎると、フィラーロッドはトーチの熱で溶けるだけで、丸まってしまい、接合部に流れ込みません。これにより、浸透のない弱い結合が生じます。
トーチの役割
トーチの目的は、母材を均一かつ徹底的に加熱することです。フィラーロッドを溶かすために炎を直接当てるべきではありません。
母材をフライパン、フィラーメタルをバターと考えてみてください。フライパンを加熱し、フライパンがバターを表面全体に均一に溶かします。冷たいフライパンにバターの塊を塗るために、バーナーをバターに直接当てることはありません。

視覚的な合図を読む:フラックスと色
あなたの目は温度を測るための最良のツールです。フラックスの状態と加熱された金属の色の2つの主要な指標を読み取る方法を学ぶ必要があります。
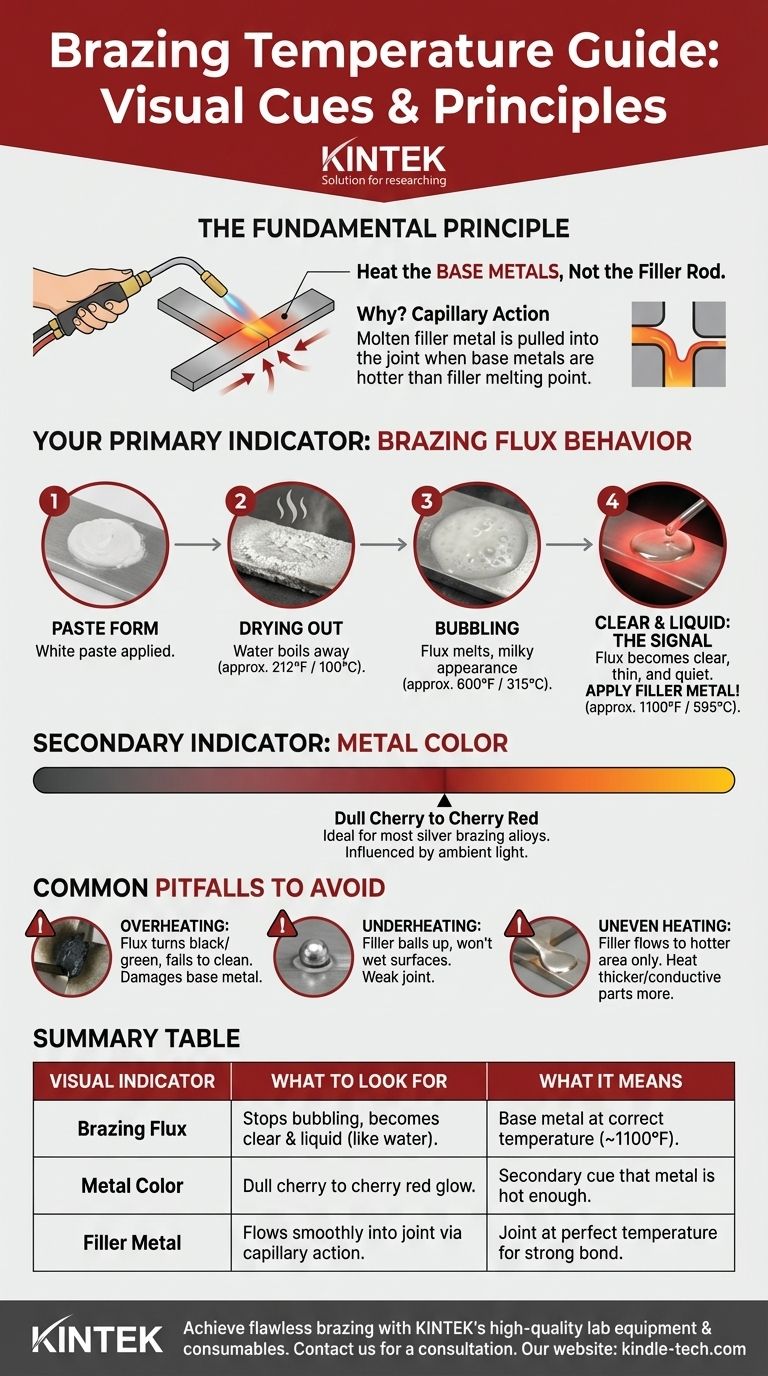
あなたの主要な指標:ろう付けフラックスの挙動
フラックスはあなたの最も信頼できるガイドです。加熱されるにつれていくつかの明確な視覚的段階を経て、正しいろう付け温度への明確なロードマップを提供します。
- ペースト状:フラックスは白いペーストとして塗布されます。
- 乾燥:熱が加えられると、フラックス中の水分が沸騰して蒸発し(約212°F / 100°C)、乾燥した、かさかさした白いコーティングが残ります。
- 泡立ち:温度がさらに上昇すると(約600°F / 315°C)、フラックスは泡立ち始め、溶けて乳白色になります。
- 透明で液体:最後に、金属がろう付け温度に近づくと(約1100°F / 595°C)、フラックスは完全に透明で薄く、静かになります。金属の上に水の層があるように見えます。これがフィラーメタルを適用する合図です。
あなたの二次的な指標:金属の色
加熱された金属の目に見える色も有用ですが、それほど正確ではない指標です。その外観は、作業スペースの周囲光の影響を受ける可能性があります。
ほとんどの一般的な銀ろう付け合金の場合、金属に鈍いチェリー色からチェリーレッドの輝きを探します。金属が明るいオレンジ色や黄色の場合、必要な温度をはるかに超えている可能性が高いです。
避けるべき一般的な落とし穴
適切な温度を達成することはバランスの取れた行為です。過熱も加熱不足も、接合部の完全性を損ないます。
過熱の危険性
熱を加えすぎると、作業を台無しにする一般的な間違いです。
過熱はフラックスを破壊し、黒または緑に変色させます。この時点では、金属を洗浄し酸化から保護する能力を失い、フィラーが流れなくなります。また、母材自体を損傷する可能性もあります。
加熱不足の問題
接合部が十分に熱くない場合、フィラーメタルは表面を「濡らしません」。接合部に流れ込まず、塗布した表面で玉状になります。これにより、真のろう付けのような強度を持たない弱い接合部が形成されます。
不均一な加熱の間違い
接合される両方の部品が同時に目標温度に達する必要があります。一方の部品が他方よりも熱い場合、フィラーメタルはより熱い領域にのみ流れ込み、より冷たい側の接合部が不足します。
異なる厚さや種類の金属(銅と鋼など)を接合する場合は、常に厚い方または熱伝導率の高い方に多くの熱を集中させます。
次のろう付けのための実用的なチェックリスト
これらのガイドラインを使用して、問題を診断し、成功した結果を確実にしてください。
- フィラーメタルが玉状になり、流れない場合:母材が十分に熱くありません。フィラーロッドを取り外し、フラックスが完全に透明で液体になるまで母材を加熱し続け、その後ロッドを再導入します。
- フィラーを適用する前にフラックスが黒くなる場合:接合部を過熱しています。熱を取り除き、接合部を少し冷まし、よりゆっくりと、より柔らかい炎で目標温度に近づけます。
- 異種金属(例:銅と鋼)をろう付けしている場合:両方の部品が同時に温度に達するように、熱伝導率の高い金属(この場合は銅)に熱の大部分を集中させます。
フラックスを信頼し、ロッドではなく部品を加熱すれば、完璧なろう付けができます。
要約表:
| 視覚的指標 | 確認すべきこと | 意味 |
|---|---|---|
| ろう付けフラックス | 泡立ちが止まり、水のように透明で液体になる。 | 母材が適切なろう付け温度(約1100°F / 595°C)に達している。 |
| 金属の色 | 鈍いチェリー色からチェリーレッドの輝き。 | 金属が十分に熱いことを示す二次的な指標(銀ろう付けの場合)。 |
| フィラーメタル | 毛細管現象によって接合部にスムーズに流れる。 | 強力な結合のための完璧な接合温度。 |
適切な設備と専門知識があれば、常に完璧で高強度のろう付け接合を実現できます。
KINTEKは、あらゆる熱処理ニーズに対応する高品質の実験装置と消耗品を提供しています。研究開発、製造、メンテナンスのいずれの分野でも、当社のろう付けトーチ、炉、温度制御ソリューションは、精度と信頼性を提供するように設計されています。
優れた結果を得るために、ろう付けプロセスを最適化するお手伝いをさせてください。今すぐ当社の専門家にご連絡ください。パーソナライズされたコンサルティングを通じて、KINTEKがお客様のラボの成功をどのようにサポートできるかをご確認ください。
ビジュアルガイド