はい、ろう付けは鋳鉄の接合または修理に一般的で効果的な方法です。 「ろう接」と呼ばれることも多く、特に複雑な鋳物や溶接が難しい種類の鋳鉄に役立ちます。これは、母材にかかる熱応力が大幅に少ないためです。
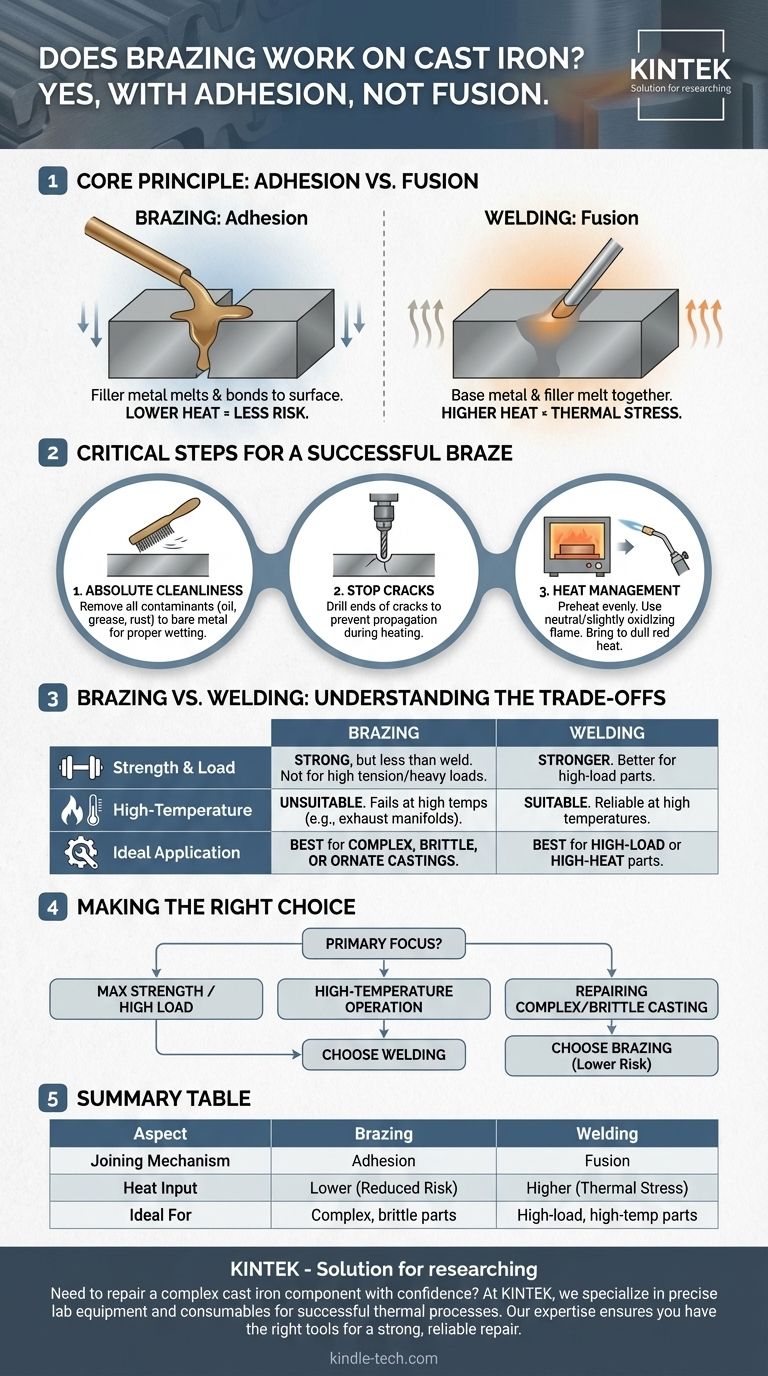
理解すべき核心的な原則は、ろう付けが鋳鉄を接合する際に、融着ではなく接着を使用するということです。融点の低い溶加材が鋳鉄の表面に流れ込み、実際に鉄自体を溶かすことなく結合するため、真の溶接に比べて低熱でリスクの低い代替手段となります。
鋳鉄へのろう付けの仕組み
従来の溶接は、母材と溶接棒の両方を溶かし、それらを単一の連続したピースに融合させます。ろう付けは、鋳鉄の脆い性質により適した異なる原理で機能します。
接着の役割
ろう付けでは、溶加材(通常は青銅または真鍮合金の棒)のみが溶融します。この溶融した溶加材は、毛細管現象によって準備された接合部に引き込まれ、そこで鋳鉄の表面に接着し、非常に強力な金属接着剤のように機能します。
これが鋳物を保護する理由
鋳鉄は急激な加熱と冷却に敏感で、亀裂を引き起こす可能性があります。ろう付けは溶接よりもはるかに低い温度で行われるため、部品への熱衝撃を最小限に抑えます。これにより、修理プロセスによって新しい亀裂が発生するリスクが大幅に減少します。

成功するろう付けのための重要なステップ
適切な準備と熱管理は任意ではなく、鋳鉄に強力で持続的な結合を作成するために不可欠です。
絶対的な清浄度は譲れない
ろう付けの成功は、溶加材が鋳鉄表面に「濡れ」て接着する能力に完全に依存します。油、グリース、錆、その他の汚染物質は、この結合の形成を妨げ、接合部の失敗につながります。表面は裸の明るい金属まで清掃する必要があります。
亀裂の広がりを止める
亀裂を修理する場合、亀裂の各目に見える端に小さな穴を開けるのが標準的な方法です。これにより、亀裂先端の応力集中が緩和され、加熱プロセス中に亀裂がさらに進行するのを防ぎます。
熱の管理:予熱と炎の制御
応力を防ぐために、部品は均一に加熱する必要があります。大きな鋳物の場合、炉で全体を予熱するのが理想的な方法です。プロセス中、溶加棒を適用する前に、中性またはわずかに酸化炎を使用して接合部を鈍い赤熱まで加熱します。
トレードオフの理解:ろう付け vs. 溶接
ろう付けと溶接のどちらを選択するかは、完成した部品にかかる要求を客観的に検討する必要があります。ろう付けは優れたツールですが、明確な限界があります。
強度と耐荷重
適切に実行されたろう付けは強力ですが、真の溶接ほど強力ではありません。強度は溶加材自体とその表面への結合にあります。高い引張力や重い構造荷重がかかる部品の場合、適切な融着溶接の方がより堅牢な修理を提供します。
高温用途
ろう付けに使用される溶加材は、鋳鉄よりも著しく低い融点を持っています。このため、ろう付けは排気マニホールドやエンジン内部部品などの高温で動作する部品には全く不向きであり、ろう付けされた接合部が破損します。
ろう付けが優れた選択肢となる場合
ろう付けは、複雑で装飾的な、または「溶接が難しい」種類の鋳鉄を修理する際に威力を発揮します。熱入力が少ないため、完全な溶接手順による亀裂のリスクが許容できないほど高く、かつ部品が極端な荷重や熱にさらされない場合に、理想的な選択肢となります。
修理のための正しい選択
部品の用途に基づいて決定を下してください。
- 高荷重部品の最大強度を最優先する場合: 適切な融着溶接手順がより適切な選択肢です。
- 部品が高温で動作する場合: ろう付けは不適切であり、破損します。溶接が唯一の信頼できる選択肢です。
- 重い荷重がかからない複雑または脆い鋳物の修理を最優先する場合: ろう付けは、さらなる損傷のリスクを最小限に抑える優れた低リスクな方法です。
これらの原則を理解することで、鋳鉄部品を確実に修理するための正しい方法を自信を持って選択できます。
要約表:
| 側面 | 鋳鉄へのろう付け |
|---|---|
| 接合メカニズム | 接着(溶加材が表面に結合) |
| 熱入力 | 低く、熱応力と亀裂のリスクを低減 |
| 理想的な用途 | 複雑、脆い、または溶接が難しい鋳物 |
| 強度 | 強力だが、融着溶接ほどではない |
| 温度限界 | 高温用途(例:排気マニホールド)には不適 |
複雑な鋳鉄部品を自信を持って修理する必要がありますか?
ろう付けは、従来の溶接に代わる制御された低熱の選択肢を提供し、貴重な鋳物を損傷するリスクを最小限に抑えます。KINTEKでは、熱処理プロセスを成功させるために必要な正確な実験装置と消耗品の提供を専門としています。当社の専門知識により、強力で信頼性の高い修理のための適切なツールを確実に手に入れることができます。
お客様の特定の用途について話し合い、研究室のニーズに最適なソリューションを見つけるために、今すぐ当社の専門家にお問い合わせください。
ビジュアルガイド