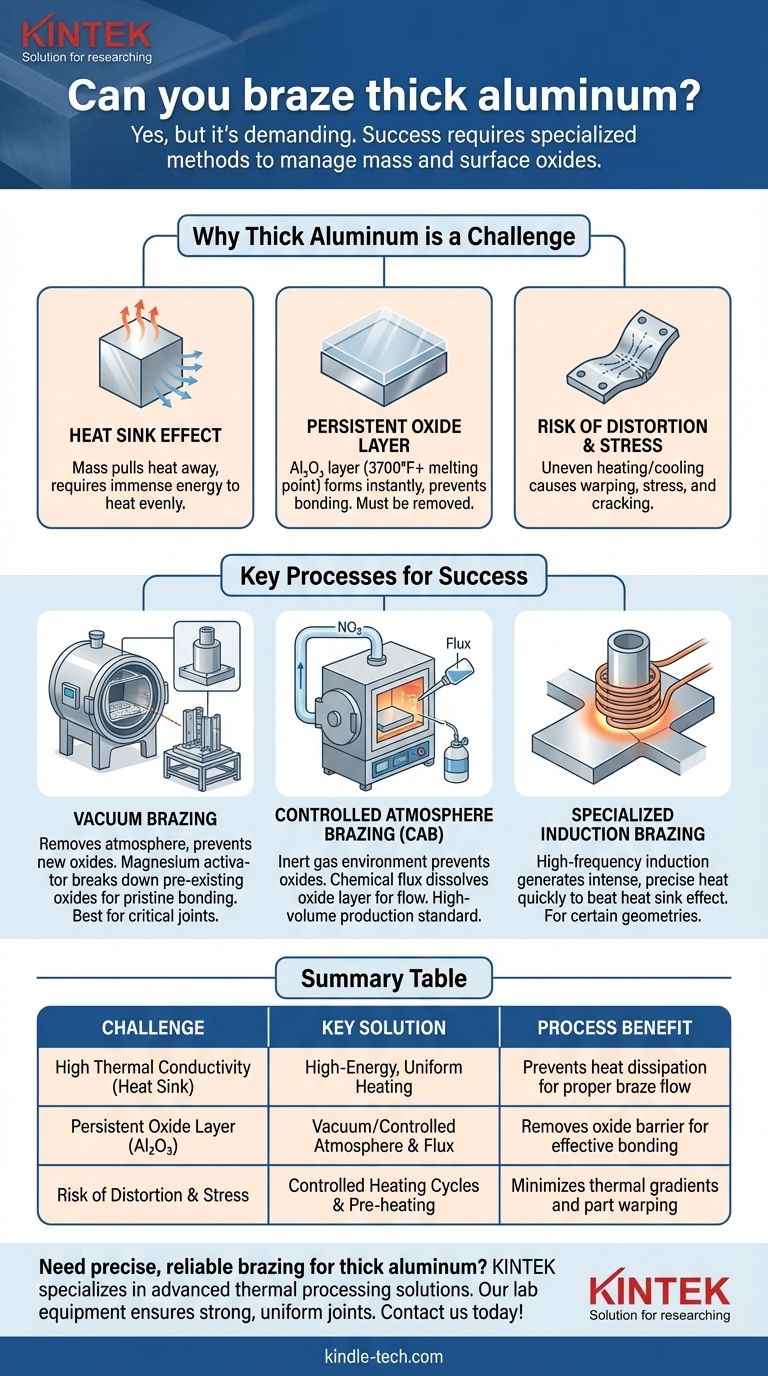
はい、厚いアルミニウムをろう付けすることは可能ですが、そのプロセスは薄いシートをろう付けするよりも根本的に異なり、より要求が厳しくなります。材料の質量は強力なヒートシンクとして機能するため、十分で均一な熱を供給し、良好な結合を妨げる永続的な表面酸化物層を管理するために、真空ろう付けや制御雰囲気ろう付けのような特殊な方法が必要となります。
厚いアルミニウムのろう付けにおける核心的な課題は、接合そのものではなく、材料の高い熱伝導率を克服することです。成功は、部品の残りの部分に熱が放散する前に、接合部全体を均一なろう付け温度に加熱する能力に完全に左右されます。
厚いアルミニウムが特有のろう付け課題を提示する理由
厚いアルミニウム部品をうまく接合するには、その材料特性を深く理解する必要があります。アルミニウムを有用にする特性、つまり軽量性と熱伝導性は、ろう付けプロセス中に障害となります。
ヒートシンク効果
厚いアルミニウムは、接合部から熱を非常に効果的に奪います。この「ヒートシンク」効果は、接合界面全体で必要なろう付け温度に達し、それを維持するために莫大なエネルギーが必要であることを意味します。熱をゆっくり加えすぎたり、電力が不足したりすると、熱が接合部で蓄積されるよりも速く部品本体に放散してしまいます。
永続的な酸化物層
アルミニウムは、空気にさらされると瞬時に頑丈で透明な酸化アルミニウム(Al₂O₃)の層を形成します。この酸化物の融点は3700°F(2072°C)を超え、アルミニウム母材自体の融点よりもはるかに高いです。ろう付けを成功させるには、この酸化物層を化学的または機械的に除去し、溶加材が下の生のアルミニウムに濡れて結合できるようにする必要があります。厚い部品に必要な加熱時間が長くなると、この酸化物が形成・再形成する機会が増え、プロセスが複雑になります。
歪みと応力のリスク
大型で厚い部品の一部分に大量の熱を注ぎ込み、残りの部分が冷たいままだと、大きな熱勾配が生じます。この不均一な膨張と収縮は、反り、歪み、残留応力の導入につながり、冷却時に部品がひび割れる可能性があります。
厚い部品をろう付けするための主要なプロセス
標準的なトーチろう付けは、厚いアルミニウムには不十分な場合が多いです。工業プロセスでは、熱と雰囲気の両方を制御することでこれらの課題を克服します。
真空ろう付け
これは、重要な部品に非常に効果的な方法です。部品は溶加材とともに組み立てられ、真空炉に入れられます。雰囲気を除去することで、新たな酸化物の形成を防ぎます。マグネシウム(Mg)などの金属活性剤が溶加合金に少量含まれることがよくあります。真空中で、このマグネシウムは蒸発し、既存の酸化物を積極的に分解し、ろう付けが結合するためのきれいな表面を確保します。
制御雰囲気ろう付け(CAB)
CABは一般的な大量生産方法です。部品は不活性ガス(通常は窒素)で満たされた炉を通過します。この無酸素雰囲気は、加熱中の酸化物形成を防ぎます。加熱前に接合部に化学フラックスが塗布され、これが溶けて酸化物層を積極的に溶解させ、溶融した溶加材が毛細管現象によって接合部に流れ込むことを可能にします。
特殊な誘導ろう付け
特定の形状の場合、高周波誘導加熱が実行可能な選択肢となることがあります。この方法は、磁場を利用して金属自体の中に非常に迅速かつ正確に強烈な熱を発生させます。十分な電力があれば、熱が伝導して逃げるよりも速く接合部を加熱できるため、非常に短い時間でろう付けを完了できます。これには、精密なコイル設計と注意深いプロセス制御が必要です。
トレードオフと一般的な落とし穴を理解する
適切なプロセスであっても、成功は保証されません。健全な接合部を得るには、細部への注意が不可欠です。
適切な溶加材の選択
溶加材は、アルミニウム合金の母材よりも低い融点を持つ必要があります。厚い部品の場合、わずかに広い融解範囲(溶け始める時点から完全に液体になるまでの間隔)を持つ溶加材を選択することが有利な場合があります。この「スラッシュ状」の状態は、重い部品の熱膨張によって生じる可能性のある大きな接合部の隙間を埋めるのに役立ちます。
接合部設計の重要性
ろう付けは、溶融した溶加材を2つの部品間の空間に引き込む毛細管現象に依存しています。隙間、つまり接合部のクリアランスが重要です。きつすぎると溶加材が浸透できません。広すぎると毛細管力が失われます。厚い部品の場合、加熱サイクル中の熱膨張を考慮して、これらのクリアランスを正確に設計する必要があります。
予熱の必要性
熱衝撃と歪みを最小限に抑えるために、アセンブリ全体を中間温度に予熱することがしばしば必要です。これにより、接合部と部品の残りの部分との温度差が減少し、最終的なろう付け温度に均一に到達しやすくなり、冷却中の応力によるひび割れを防ぎます。
アプリケーションに合った適切な選択をする
ろう付け方法の選択は、品質、量、コストに関するプロジェクトの特定の要件によって決定されるべきです。
- 最大の接合強度と複雑な形状が主な焦点である場合:真空ろう付けは、最もクリーンで強く、信頼性の高い接合を重要なアプリケーションに提供する優れた選択肢です。
- 大量生産と再現性が主な焦点である場合:制御雰囲気ろう付け(CAB)は業界標準であり、規模に応じた製造に効率的で費用対効果の高いソリューションを提供します。
- 中程度の厚さの部品で、シンプルでアクセスしやすい接合が主な焦点である場合:高出力誘導ろう付けは、高度に制御された再現性のあるプロセスを開発できるのであれば、迅速で効果的な選択肢となる可能性があります。
熱を適切に管理し、雰囲気を制御することで、最も困難な厚肉アルミニウム部品でも、強力で信頼性の高いろう付け接合部を作成できます。
要約表:
| 課題 | 主要な解決策 | プロセスの利点 |
|---|---|---|
| 高い熱伝導率(ヒートシンク) | 高エネルギー、均一な加熱 | 適切なろう付けの流れのために熱放散を防ぐ |
| 永続的な酸化物層(Al₂O₃) | 真空/制御雰囲気&フラックス | 効果的な結合のために酸化物バリアを除去する |
| 歪みと応力のリスク | 制御された加熱サイクルと予熱 | 熱勾配と部品の反りを最小限に抑える |
厚いアルミニウム部品を精度と信頼性をもってろう付けする必要がありますか? KINTEKは、真空および制御雰囲気ろう付けシステムを含む、高度な熱処理ソリューションを専門としています。当社のラボ機器および消耗品は、実験室および産業用途の厳しいニーズを満たすように設計されており、困難な材料でも強力で均一な接合を保証します。当社の専門家が優れた結果を達成するお手伝いをいたします。今すぐお問い合わせください。特定のろう付け要件についてご相談ください!
ビジュアルガイド
関連製品
- 真空熱処理焼結ろう付け炉
- 1700℃ 真空雰囲気炉 窒素不活性雰囲気炉
- サンプル前処理用真空冷間埋め込み機
- 実験室用滅菌器 ラボオートクレーブ 脈動真空卓上蒸気滅菌器
- ラミネート・加熱用真空熱プレス機







