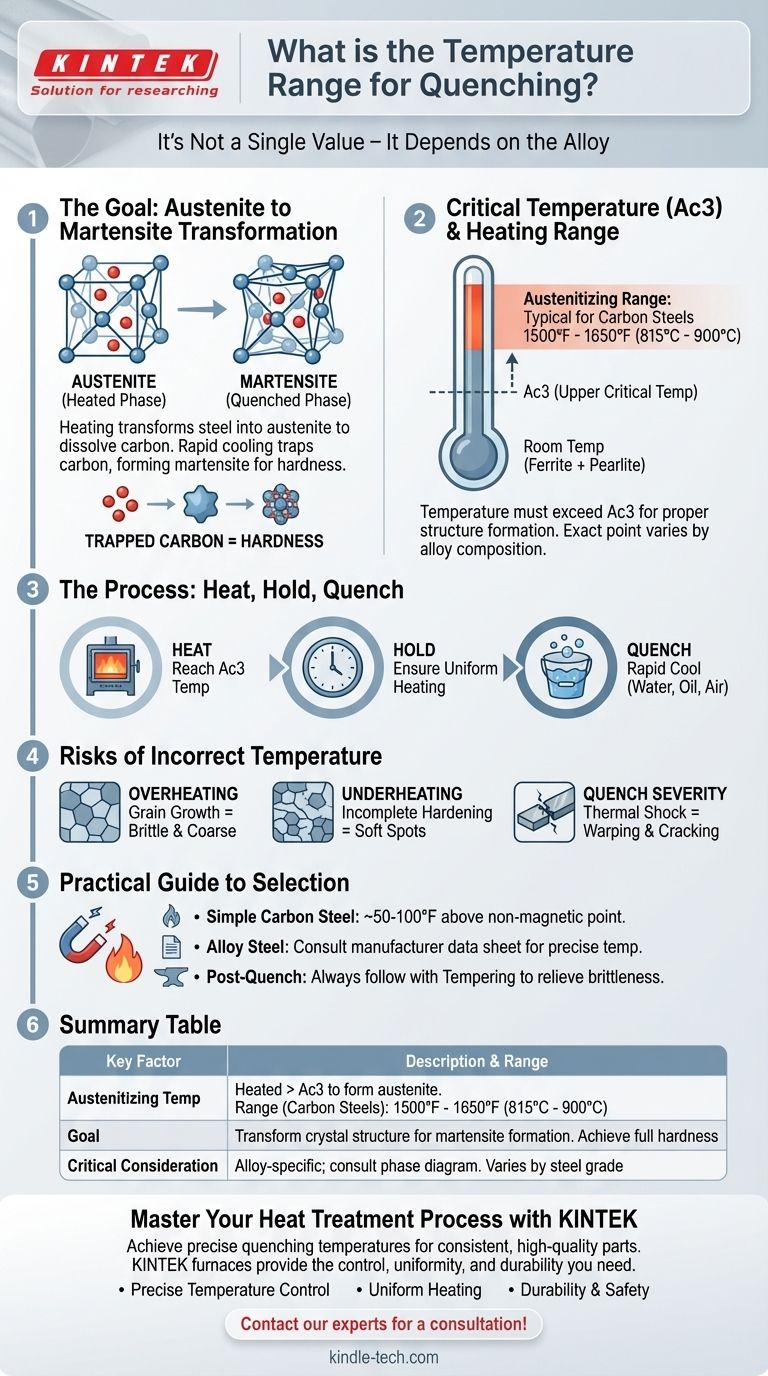
焼入れの正しい温度範囲は単一の値ではなく、熱処理される特定の金属合金に根本的に依存します。一般的な高炭素鋼の場合、このプロセスには、金属をオーステナイト化温度(通常1500°Fから1650°F(815°Cから900°C))に加熱し、短時間保持した後、急速に冷却することが含まれます。正確な温度は非常に重要であり、焼入れ前に適切な内部構造が形成されるように、合金の上部臨界温度(Ac3)を超えている必要があります。
加熱の目的は、任意の温度に達することではなく、鋼の内部結晶構造をオーステナイトと呼ばれる相に変態させることです。この状態からのみ、急速冷却、つまり焼入れによって、通常このプロセスの目標である非常に硬いマルテンサイト構造を生成することができます。

温度の「なぜ」:オーステナイトの達成
鋼を適切に硬化させるには、まずその内部結晶格子を変化させる必要があります。これが焼入れ前に加熱する目的のすべてです。
臨界温度(Ac3)に達する
室温では、鋼はフェライトとセメンタイト(しばしばパーライトと呼ばれる構造)の混合物として存在します。この構造は比較的柔らかいです。鋼を上部臨界温度(Ac3)を超えて加熱すると、この格子はオーステナイトと呼ばれる新しい構造に変態します。
これは、砂糖を水に溶かすのと似ています。大量の砂糖(炭素)を溶かすには、熱い水(オーステナイト相)が必要です。水が十分に熱くなければ、砂糖は適切に溶けません。
オーステナイト相
オーステナイトは面心立方(FCC)鉄構造です。その主な特徴は、かなりの量の炭素を鉄マトリックスに溶解できることです。この固溶体中に利用可能なすべての炭素を取り込むことは、焼入れ中に完全な硬度を達成するための不可欠な前提条件です。
合金によって温度が異なる理由
オーステナイト変態が完了する正確な温度(Ac3点)は、鋼の組成によって決まります。クロム、マンガン、モリブデンなどの合金元素を追加すると、この臨界温度が変化します。
このため、1095のような単純な炭素鋼は、4140のような合金鋼とは異なるオーステナイト化温度を持っています。この情報の決定的な情報源は、特定の合金の状態図または技術データシートです。
オーステナイトからマルテンサイトへ:焼入れ
鋼が完全にオーステナイトになったら、冷却プロセスが始まります。この冷却速度は、初期温度と同じくらい重要です。
急速冷却の役割
焼入れの目的は、溶解した炭素原子が析出してパーライトのようなより軟らかい構造を形成する時間がないほど急速に鋼を冷却することです。急速な温度低下は、鉄格子内に炭素を閉じ込めます。
マルテンサイト変態
鋼が急速に冷却されると、鉄原子は室温の結晶構造に戻ろうとします。しかし、閉じ込められた炭素原子がこれを妨げ、格子を非常にひずんだ歪んだ形状、すなわち体心正方晶(BCT)に変形させます。
この新しい構造であるマルテンサイトは、途方もない内部応力のため、非常に硬く脆いです。この硬度が焼入れの主な目標です。脆さは、後で焼き戻しと呼ばれるプロセスによって管理される副次的な効果です。
焼入れ媒体の重要性
冷却速度は焼入れ媒体によって制御されます。水が最も速く冷却し、次に油、そして空気が続きます。媒体の選択は、鋼の焼入れ性、つまりマルテンサイトを形成する能力に依存します。アグレッシブすぎる焼入れ(油焼入れ鋼に水を使用するなど)は、反りや亀裂を引き起こす可能性があります。
トレードオフとリスクの理解
鋼の加熱と冷却は精密科学です。温度を少しでも間違えると、最終製品に重大な影響を及ぼします。
リスク1:過熱(結晶粒成長)
鋼をAc3温度よりはるかに高く加熱したり、その温度で長時間保持したりすると、個々のオーステナイト結晶粒が成長します。大きな結晶粒は、焼き戻し後でも粗く脆い最終製品をもたらします。この損傷は不可逆的です。
リスク2:加熱不足(不完全な硬化)
鋼をオーステナイト相に完全に加熱できなかった場合、軟らかい部分(未変態フェライト)が構造内に残ります。焼入れすると、鋼の一部のみがマルテンサイトに変態したため、硬度が不均一な部品になります。
リスク3:亀裂と反り
マルテンサイトへの変態には、鋼の体積がわずかに膨張することが伴います。これは、焼入れの熱衝撃と相まって、巨大な内部応力を生み出します。焼入れが合金に対して厳しすぎる場合、または部品に鋭い内部角がある場合、これらの応力により部品が大きく反ったり、亀裂が入ったりする可能性があります。
焼入れ温度選択の実践ガイド
アプローチは、使用する特定の材料と目的の結果によって決定されるべきです。
- 単純な炭素鋼(例:1084、1095)の硬化が主な焦点の場合:鋼を非磁性になる点より約50-100°F(30-55°C)高く加熱し、通常1500-1550°F(815-845°C)の範囲を目標とします。
- 合金鋼(例:4140、5160、O1)の硬化が主な焦点の場合:炭素鋼とは大きく異なる場合があるため、正確なオーステナイト化温度についてはメーカーの技術データシートを参照する必要があります。
- 丈夫で耐久性のある部品の製造が主な焦点の場合:焼入れは最初のステップにすぎず、脆性を緩和し、硬度と靭性の最終的な望ましいバランスを達成するために、焼き戻しが続く必要があることを忘れないでください。
最終的に、焼入れをマスターすることは、温度だけでなく、鋼の内部結晶構造を正確に制御することです。
要約表:
| 主要因 | 説明 | 炭素鋼の一般的な範囲 |
|---|---|---|
| オーステナイト化温度 | オーステナイトを形成するために上部臨界温度(Ac3)を超えて加熱 | 1500°F - 1650°F (815°C - 900°C) |
| 目標 | 急速冷却時にマルテンサイト形成を可能にするために結晶構造を変態させる | 完全な硬度を達成 |
| 重要な考慮事項 | 温度は合金固有。材料の状態図を参照 | 鋼種によって異なる |
KINTEKで熱処理プロセスをマスターする
正確な焼入れ温度を達成することは、金属部品の性能と耐久性にとって極めて重要です。加熱が不均一だと、軟らかい部分、反り、または亀裂が生じ、生産全体に支障をきたす可能性があります。
KINTEKは、完璧な焼入れ結果に必要な正確で均一な温度を提供する高性能ラボ用炉とオーブンを専門としています。当社の装置は、その信頼性と精度で冶金学者や製造業者から信頼されています。
当社は以下のソリューションを提供します:
- 精密な温度制御:鋼が正しいオーステナイト化温度に達し、それを維持することを保証します。
- 均一な加熱:部品全体で一貫した材料特性を確保するために、冷点を排除します。
- 耐久性と安全性:厳しい産業用途に耐えるように構築されています。
熱処理の結果を偶然に任せないでください。KINTEKの実験室加熱装置における専門知識が、毎回完璧な硬度と優れた部品品質を達成するのに役立ちます。
今すぐ専門家にご連絡ください 焼入れ用途に最適な炉に関する個別相談のために!
ビジュアルガイド