熱処理に関して言えば、単一の温度範囲というものはありません。このプロセスは単一の画一的な操作ではなく、高度に専門化された熱処理のカテゴリです。温度は2,400°F (1315°C)に達することもありますが、必要とされる正確な温度は、処理される材料と達成したい特定の物理的特性に完全に依存します。
理解すべき核となる原則は、「熱処理」が目標指向のプロセスであるということです。適切な温度は一般的な値ではなく、材料が意図する変化(硬化、軟化、内部応力の除去など)によって決定される重要な変数です。
熱処理の3つの主要変数
あらゆる熱処理の結果は、これら3つの要因の正確な相互作用によって支配されます。これらの変数を理解することが、温度範囲が劇的に異なる理由を理解する鍵となります。
温度の役割
温度は変化の触媒です。金属やポリマーを特定の点まで加熱すると、その微細構造として知られる内部の結晶構造が変化します。
多くの鋼の場合、これは材料の構造が変化を受け入れやすくなる臨界的な「変態範囲」を超えて加熱することを含みます。応力除去などの他のプロセスでは、コア特性の変更を避けるために、意図的にこの範囲より**低い**温度が使用されます。
保持時間(保持時間)の重要性
目標温度に達したら、材料はその温度に特定の期間保持されます。この工程は「浸漬(soaking)」と呼ばれることがよくあります。これにより、温度が均一に分散し、微細構造の変化が部品全体で完了するようになります。
この保持時間は、表面処理の場合は数秒から、大型部品や特殊な焼鈍プロセスでは60時間以上に及ぶことがあります。
冷却速度という決定的な要素
材料の最終的な特性は、冷却プロセスによって固定されます。冷却速度—水やブライン(焼き入れ)での急速な冷却、油中でのより緩やかな冷却、または静止空気中での非常にゆっくりとした冷却(焼ならし)—は、加熱温度と同じくらい重要です。
急速な冷却は新しく硬化した構造を閉じ込め、ゆっくりとした冷却はより柔らかく、より延性のある構造を形成させます。

「適切な」温度がこれほどまでに大きく異なる理由
処理の特定の目標が、温度、時間、冷却方法を決定する主要な要因です。異なる目標には、根本的に異なる熱プロファイルが必要です。
目標:軟化(焼鈍)
材料をより柔らかく、加工しやすくするために、焼鈍プロセスが使用されます。これには、材料を特定の温度まで加熱し、その後非常にゆっくりと冷却して、内部構造が均一で応力のない状態になるようにすることが含まれます。
目標:硬化
最大の硬度と強度を達成するために、材料は変態温度を超えて加熱され、その後焼き入れと呼ばれるプロセスで急速に冷却されます。高温は特定の結晶構造を作り出し、急速な冷却がそれを固定します。
目標:応力除去
溶接、成形、重切削などのプロセスの後、部品にはかなりの内部応力が含まれている可能性があります。材料の基本的な硬度や強度を変えることなくこれらの応力を除去するために、変態範囲よりもはるかに低い低温熱処理が適用されることがあります。
目標:表面硬化(表面硬化)
場合によっては、耐摩耗性のために部品の表面のみを硬くする必要があり、コアは靭性を保つ必要があります。浸炭や窒化などのプロセスでは、部品を特定の化学雰囲気中で加熱し、表面層の組成を変更して硬い「ケース」を作成します。
トレードオフの理解
熱処理プロセスを選択することは、エンジニアリング上の妥協の問題です。特定の用途に最適な性能を達成するために、常に競合する特性のバランスを取っています。
硬度 vs. 脆性
非常に一般的なトレードオフは、硬度を上げるとほぼ常に脆性が増すということです。完全に硬化された部品は耐摩耗性に非常に優れていますが、鋭い衝撃で破損する可能性があります。そのため、硬化後には脆性を減らし靭性を高めるために、**焼き戻し**と呼ばれる二次的な低温プロセスがしばしば実行されます。
材料の限界
特定の合金が可能性を決定します。単純な低炭素鋼は、必要な合金元素(炭素など)がないため、熱処理だけで大幅に硬化させることはできません。すべての材料には、その組成によって定義される独自の温度閾値と潜在的な結果があります。
コストと複雑さ
応力除去や焼ならしなどの単純なプロセスは比較的簡単です。対照的に、真空熱処理や窒化などの高度に制御されたプロセスは、優れた結果と制御を提供しますが、特殊な機器が必要であり、コストが大幅に増加します。
目標に合わせた正しい選択
正しい熱処理パラメータを決定するには、まず主な目的を定義する必要があります。
- 材料を成形のために軟化させることに重点を置く場合: 制御された加熱と非常にゆっくりとした冷却を伴う焼鈍プロセスを使用する可能性が高いです。
- 最大の表面硬度と耐摩耗性を達成することに重点を置く場合: 浸炭や窒化などの表面化学を改変する表面硬化プロセスが必要です。
- 部品全体で高い強度と硬度を達成することに重点を置く場合: 変態範囲を超えて加熱した後、急速に焼き入れを行う全体硬化プロセスを使用します。
- 溶接や機械加工による内部応力の除去に重点を置く場合: 材料の変態点より低い温度で慎重に選択された応力除去プロセスを使用します。
結局のところ、温度は選択すべき範囲ではなく、材料とミッションによって決定される正確なターゲットなのです。
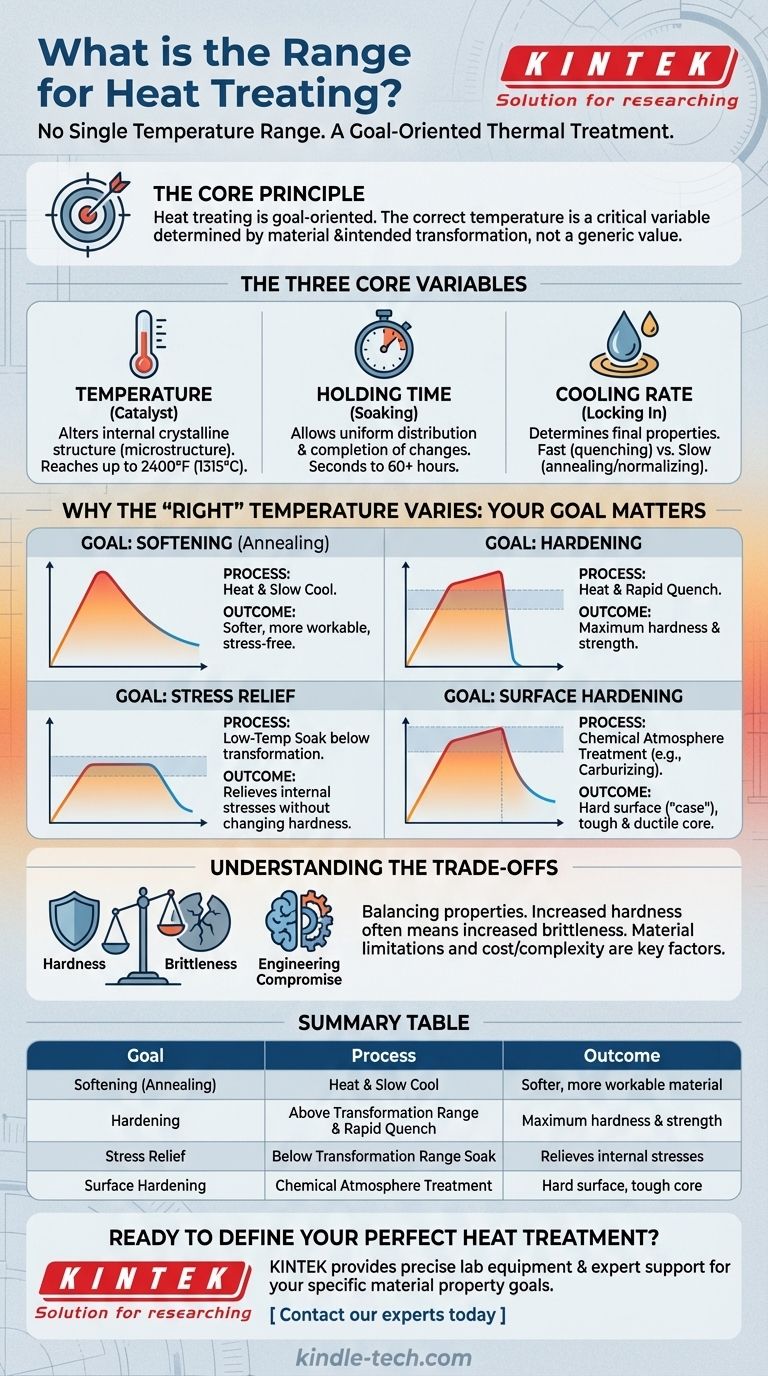
要約表:
| 目標 | 一般的な温度範囲 | 主要プロセス | 結果 |
|---|---|---|---|
| 軟化(焼鈍) | 材料により異なる | 加熱とゆっくりとした冷却 | より柔らかく、加工しやすい材料 |
| 硬化 | 変態範囲より上 | 加熱と急速な焼き入れ | 最大の硬度と強度 |
| 応力除去 | 変態範囲より下 | 低温浸漬 | 内部応力を除去 |
| 表面硬化 | プロセスにより異なる | 化学雰囲気処理 | 硬い表面、靭性のあるコア |
材料とミッションに最適な熱処理を定義する準備はできましたか?
KINTEKでは、特定の材料特性目標を達成するために必要な正確な実験装置と専門的なサポートを提供することに特化しています。焼鈍、硬化、応力除去のいずれに取り組んでいる場合でも、当社のソリューションは正確な温度制御と信頼できる結果を保証します。
お客様の用途についてご相談ください。 当社の専門家に今すぐお問い合わせいただき、お客様の研究所のニーズに最適な熱処理ソリューションを見つけてください。
ビジュアルガイド