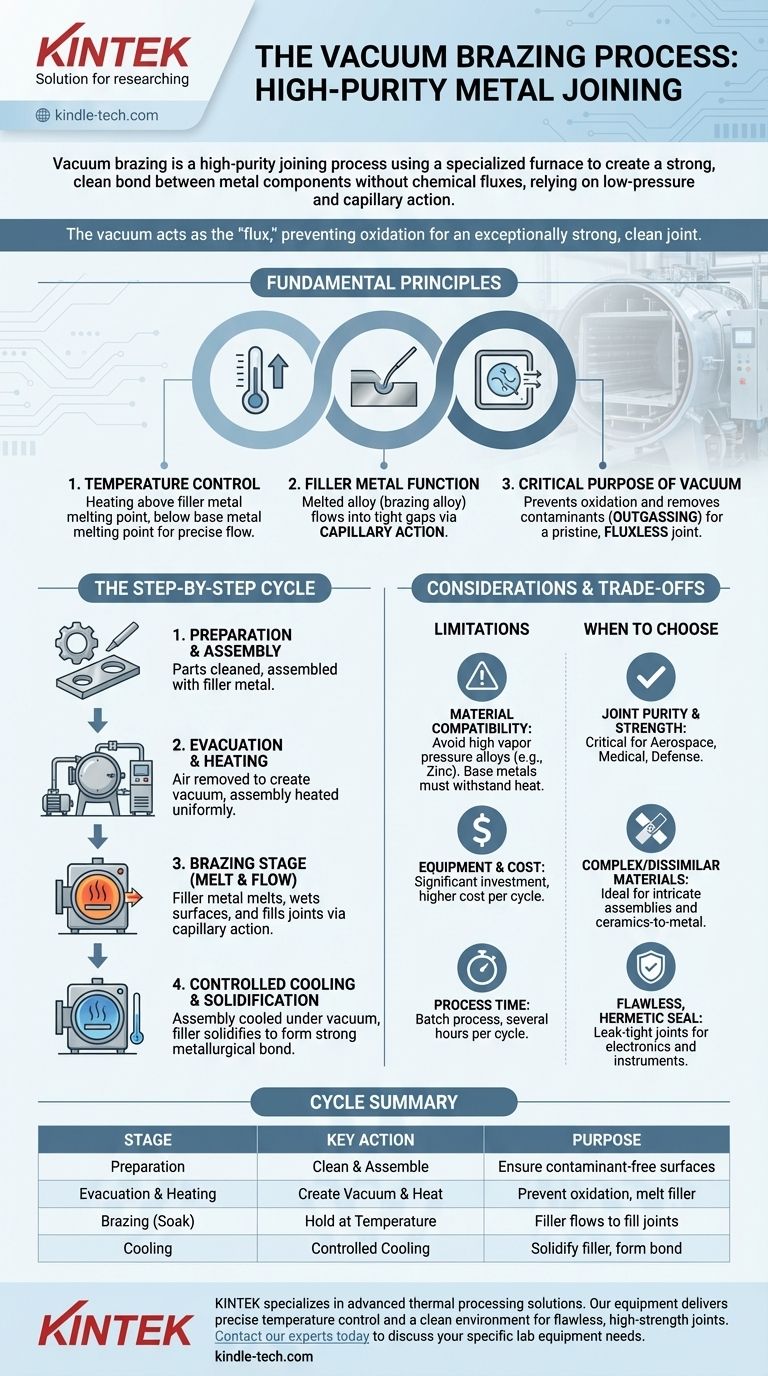
本質的に、真空ろう付けは、化学フラックスを使用せずに、金属部品間に強力でクリーンな結合を作成するために特殊な炉を使用する高純度接合プロセスです。このプロセスでは、低圧環境でアセンブリを加熱して溶加材を溶融させ、溶加材が母材部品間の狭い隙間に流れ込み、凝固して恒久的な冶金接合を形成します。
真空ろう付けの核となる利点は、単に金属を接合するだけでなく、酸化物や汚染物質を積極的に防止・除去する環境で接合することです。真空自体が「フラックス」として機能し、従来の多くの方法では達成不可能な、非常に強力でクリーンな接合を保証します。
真空ろう付けの基本原理
このプロセスを理解するには、まず、それを機能させる3つの核となる原理、すなわち、制御された温度、溶加材の挙動、および真空の機能を把握する必要があります。
温度制御の役割
プロセス全体は、正確な温度管理にかかっています。アセンブリは、接合される溶加材の融点より高く、しかし母材金属の融点より低い温度に加熱されます。
この正確な加熱により、溶加材は溶融して流動しますが、部品自体は溶融したり変形したりしません。
溶加材の機能
加熱前に、溶加材(ろう付け合金とも呼ばれる)の薄いシート、ワイヤー、またはペーストが接合部に配置されます。
溶融すると、液体溶加材は毛細管現象と呼ばれる現象によって母材間の狭い隙間に引き込まれます。これにより、接合部が完全に充填され、冷却時にシームレスで堅牢な接続が作成されます。
真空の重要な目的
このプロセスを真空炉内で行うことが、まさにその定義となります。低圧環境は、いくつかの重要な機能を果たします。
第一に、高温加熱中に結合を弱める可能性のある酸化やその他の大気反応を防ぎます。
第二に、真空は、金属表面から特定の既存の酸化物や揮発性汚染物質を除去するのに役立ちます。これは脱ガスとして知られるプロセスです。これにより、腐食性残留物を除去するための後処理洗浄が不要な、手付かずのフラックスレス接合が得られます。

真空ろう付けの段階的なサイクル
ろう付けプロセスは、真空炉内で完全に実行される、注意深く制御されたバッチサイクルです。
準備と組み立て
部品は徹底的に洗浄され、最終的な構成に組み立てられます。溶加材は、必要となる接合部の端に慎重に配置されます。
炉サイクル:排気と加熱
アセンブリ全体が炉チャンバーに装填されます。強力なポンプが空気を除去し、必要な低圧真空を作り出します。
真空が安定すると、炉はアセンブリを制御された均一な方法で指定されたろう付け温度まで加熱し始めます。
ろう付け段階:溶融と流動
炉は、ろう付け温度でアセンブリを特定の時間保持、または「ソーク」します。この間、溶加材は溶融し、母材金属の表面を濡らし、毛細管現象によって流動して接合部を完全に充填します。
制御された冷却と凝固
ろう付けソークが完了した後、アセンブリは真空下で制御された方法で冷却されます。冷却するにつれて、溶加材は凝固し、両方の母材金属と強力で恒久的な冶金結合を形成します。
トレードオフと考慮事項の理解
強力である一方で、真空ろう付けは万能の解決策ではありません。その限界を理解することが、効果的に使用するための鍵となります。
材料の適合性と合金の選択
ろう付け合金の選択は極めて重要です。亜鉛やカドミウムなど、蒸気圧の高い元素を含む合金は、真空中で蒸発し、炉と部品の両方を汚染するため、避ける必要があります。
さらに、母材金属自体が、高温および真空環境に耐え、損なわれることがないものでなければなりません。
設備とコスト
真空炉は、かなりの設備投資を伴います。設備のコストと操作の複雑さにより、真空ろう付けは、トーチろう付けや誘導ろう付けと比較して、サイクルあたりのコストが高いプロセスとなります。
処理時間とスループット
真空ろう付けはバッチプロセスです。排気、加熱、ソーク、冷却を含む単一のサイクルは、数時間かかることがあります。このため、速度が主な要因となる大量生産や低コスト生産にはあまり適していません。
真空ろう付けを選択する時期
真空ろう付けを使用するかどうかの決定は、アプリケーションの特定の要件によって左右されるべきです。
- 接合部の純度と強度を最優先する場合:航空宇宙、医療、防衛などの重要なアプリケーションでは、汚染やフラックス残渣が故障の原因となる可能性があるため、真空ろう付けを選択してください。
- 複雑な材料や異種材料の接合を最優先する場合:プロセスの均一な加熱とフラックスレスの性質により、複雑なアセンブリや、セラミックスと金属などの材料の接合に最適です。
- 完璧な気密シールを作成することを最優先する場合:真空ろう付けは、科学機器、電子機器、高性能冷却アプリケーション向けの気密接合の製造に優れています。
最終的に、真空ろう付けを選択することは、何よりも冶金学的完全性と最終的な接合品質を優先するという決定です。
概要表:
| 段階 | 主なアクション | 目的 |
|---|---|---|
| 準備 | 部品の洗浄と溶加材による組み立て | 接合のための汚染のない表面を確保 |
| 排気と加熱 | 真空の作成と溶加材の融点を超えるアセンブリの加熱 | 酸化の防止と溶加材の溶融を可能にする |
| ろう付け(ソーク) | ろう付け温度での保持 | 溶加材が毛細管現象によって流れ、接合部を充填 |
| 冷却 | 真空下での制御された冷却 | 溶加材が凝固し、恒久的な結合を形成 |
高純度金属接合のための信頼できるパートナーが必要ですか?
KINTEKは、真空ろう付けシステムや消耗品を含む高度な熱処理ソリューションを専門としています。当社の装置は、航空宇宙、医療機器、電子機器などの重要なアプリケーションにおいて、完璧で高強度の接合に必要な正確な温度制御とクリーンな環境を提供するように設計されています。
優れた結合品質と冶金学的完全性の達成をお手伝いします。今すぐ専門家にお問い合わせください お客様の特定の実験装置のニーズについてご相談ください。
ビジュアルガイド