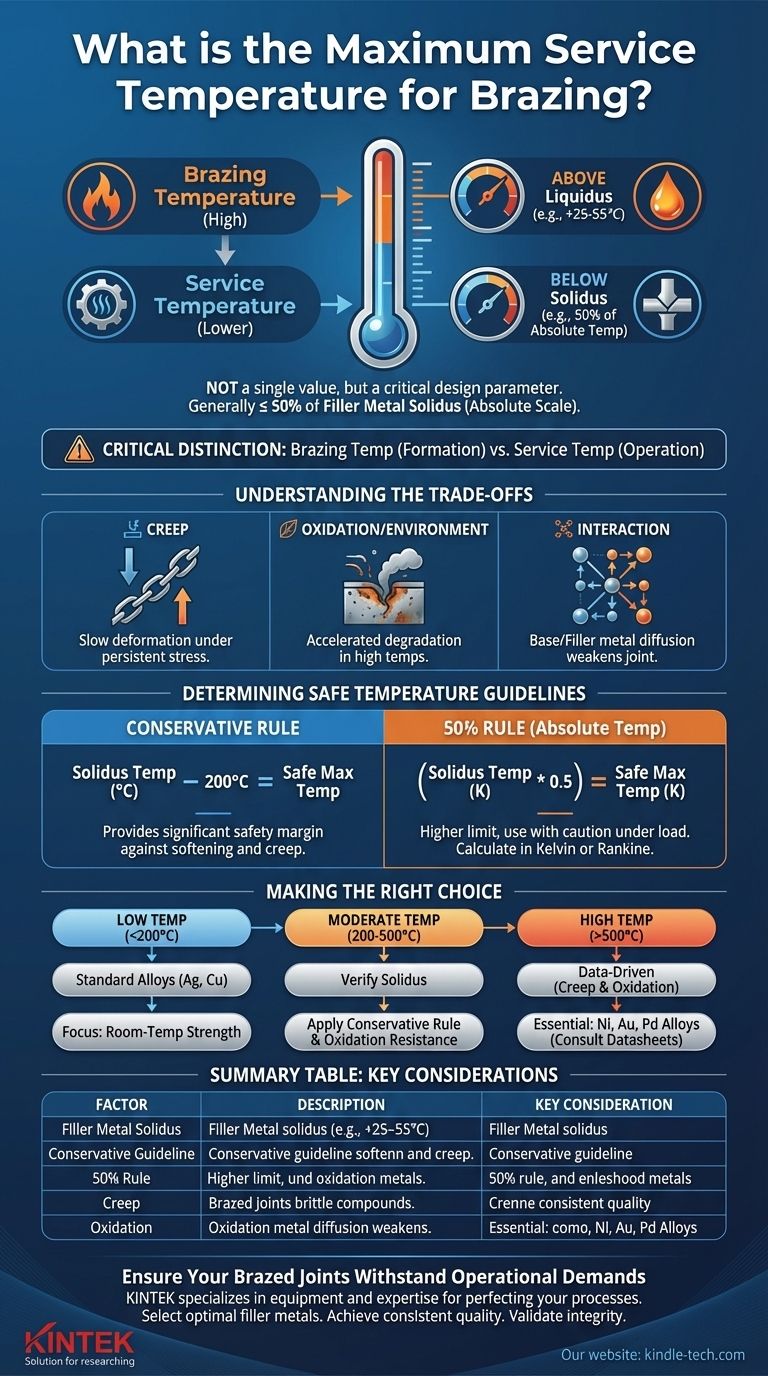
ろう付け接合部の最高使用温度は単一の値ではなく、主に使用されるろう付けフィラーメタル(BFM)によって決定される重要な設計パラメータです。一般的に、使用温度はフィラーメタルの固相線(融点)温度の50%を超えてはならず、絶対温度スケールで測定され、負荷や環境によってはさらに低く保つ必要があることがよくあります。
ろう付け接合部の高温での信頼性は、フィラー合金の融点だけではありません。合金が固相線温度に近づくにつれて、強度低下、クリープ抵抗、および酸化挙動を考慮する必要があります。
重要な区別:ろう付け温度と使用温度
接合部の完全性を確保するには、接合部を作成するために必要な温度と、最終的な用途で耐えられる温度の違いを理解する必要があります。
ろう付け温度の定義
ろう付け温度とは、フィラーメタルを溶融させて接合部を形成するためにアセンブリが加熱される温度です。この温度は、フィラーメタルの液相線(完全に溶融する点)よりも高くなければなりません。適切な流れと濡れを確保するために、アセンブリを液相線より少なくとも25~55°C(50~100°F)高く加熱するのが一般的な慣行です。
最高使用温度の定義
最高使用温度とは、完成した接合部が、機械的強度の重大な損失や破損なしに、動作中に耐えられる最高温度です。これは、フィラーメタルの固相線温度(溶融が始まる点)によって根本的に制限されます。使用温度が固相線に近づくと、フィラーメタルは軟化し、急速に強度を失います。

安全な使用温度を決定する方法
特定の用途での試験が常に最善ですが、安全な最高使用温度を推定するための確立された工学ガイドラインがあります。
「固相線マイナス」ガイドライン(保守的な規則)
広く使用されている保守的な経験則として、最高使用温度をろう付けフィラーメタルの固相線温度より少なくとも200°C(約390°F)低く保つというものがあります。これにより、軟化やクリープに対する十分な安全マージンが提供されます。
たとえば、一般的な銀ベースのフィラーBAg-7の固相線は652°C(1205°F)です。この規則を適用すると、最高使用温度は約452°C(815°F)になります。
50%ルール(絶対温度)
別のガイドラインでは、使用温度は絶対スケール(ケルビンまたはランキン)で測定した場合の固相線温度の50%を超えてはならないとされています。
- ケルビンを使用して計算する場合:
最高使用温度 (°C) = [ (固相線温度 °C + 273.15) * 0.5 ] - 273.15 - ランキンを使用して計算する場合:
最高使用温度 (°F) = [ (固相線温度 °F + 459.67) * 0.5 ] - 459.67
この規則は、保守的なガイドラインよりも高い温度制限を示すことが多く、特に高い機械的負荷がかかる場合は注意して使用する必要があります。
トレードオフの理解:単純な温度規則を超えて
融点の計算だけに頼ることは、重要な用途には不十分です。ろう付け接合部の高温での真の性能は、いくつかの要因のバランスによって決まります。
クリープの脅威
クリープとは、固体材料が降伏強度以下であっても、持続的な機械的応力の影響下で永久に変形する傾向のことです。この現象は温度に大きく依存します。使用温度が上昇すると、フィラーメタルのクリープ抵抗が低下し、一定の負荷がかかった接合部は時間の経過とともにゆっくりと破損する可能性があります。
酸化と環境の影響
高温は酸化と腐食を劇的に加速させます。使用環境(例:空気、排気ガス、真空)によって、どのフィラーメタルが適切かが決まります。不活性雰囲気では強いBFMでも、同じ温度の酸化性空気中では急速に劣化して破損する可能性があります。これが、ニッケルベースおよび貴金属ベースの合金が高温の航空宇宙および産業用途に指定される理由です。
母材との相互作用
高温で長期間にわたると、フィラーメタルと母材の原子が相互に拡散する可能性があります。これにより、接合部内に脆い金属間化合物が形成され、その延性や熱サイクルによる疲労に対する抵抗が低下する可能性があります。
目標に合った適切な選択をする
適切なろう付けフィラーメタルを選択するには、その特性を運用上の要求に合わせる必要があります。
- 低温サービス(200°C / 400°F未満)が主な焦点の場合:室温での機械的強度が主な懸念事項であるため、標準的な銀または銅ベースの合金で通常十分です。
- 中温サービス(200~500°C / 400~930°F)が主な焦点の場合:BFMの固相線温度を慎重に確認し、保守的な「固相線マイナス200°C」ルールを適用するとともに、耐酸化性も考慮する必要があります。
- 高温サービス(500°C / 930°F超)が主な焦点の場合:単純な融点ではなく、クリープ強度と耐酸化性に関するデータに基づいて決定する必要があります。ニッケルベース、金ベース、またはパラジウムベースのフィラーメタルが不可欠であり、その技術データシートを参照することが必須です。
最終的に、耐久性のあるろう付け接合部を設計することは、使用環境が材料の選択を決定することを理解することです。
要約表:
| 要因 | 説明 | 主な考慮事項 |
|---|---|---|
| フィラーメタル固相線 | 溶融が始まる温度。 | 使用温度は固相線より著しく低くなければならない。 |
| 保守的なガイドライン | 使用温度 ≤ 固相線温度 - 200°C(約390°F)。 | 軟化に対する安全マージンを提供する。 |
| 50%ルール(絶対温度) | 使用温度 ≤ 固相線温度の50%(ケルビン/ランキン)。 | より高い制限を示すことが多い。負荷がかかる場合は注意して使用。 |
| クリープ | 高温で応力下でゆっくりと変形する現象。 | 一定の機械的負荷がかかる接合部にとって重要。 |
| 酸化/環境 | 空気、ガス、または真空による劣化。 | 適切なフィラーメタル合金の選択を決定する。 |
ろう付け接合部が運用上の要求に耐えることを確実に
高温サービス向けの信頼性の高いろう付けアセンブリを設計するには、材料科学と用途固有の課題に関する専門知識が必要です。誤ったフィラーメタルの選択は、接合部の早期破損、高価なダウンタイム、および安全上のリスクにつながる可能性があります。
KINTEKは、ろう付けプロセスを完璧にするために必要な実験装置と消耗品を提供することに特化しています。プロトタイプを開発している場合でも、生産を最適化している場合でも、KINTEKは、お客様を支援するツールと専門知識を提供します。
- 温度、負荷、環境要件に合わせて最適なろう付けフィラーメタルを選択します。
- 正確な温度制御により、一貫した高品質の接合部を実現します。
- 重要な用途向けに接合部の完全性を検証します。
接合部の性能を偶然に任せないでください。今すぐ専門家にお問い合わせください。お客様の特定のろう付け課題と、KINTEKがお客様のラボの成功をどのようにサポートできるかについてご相談ください。
ビジュアルガイド