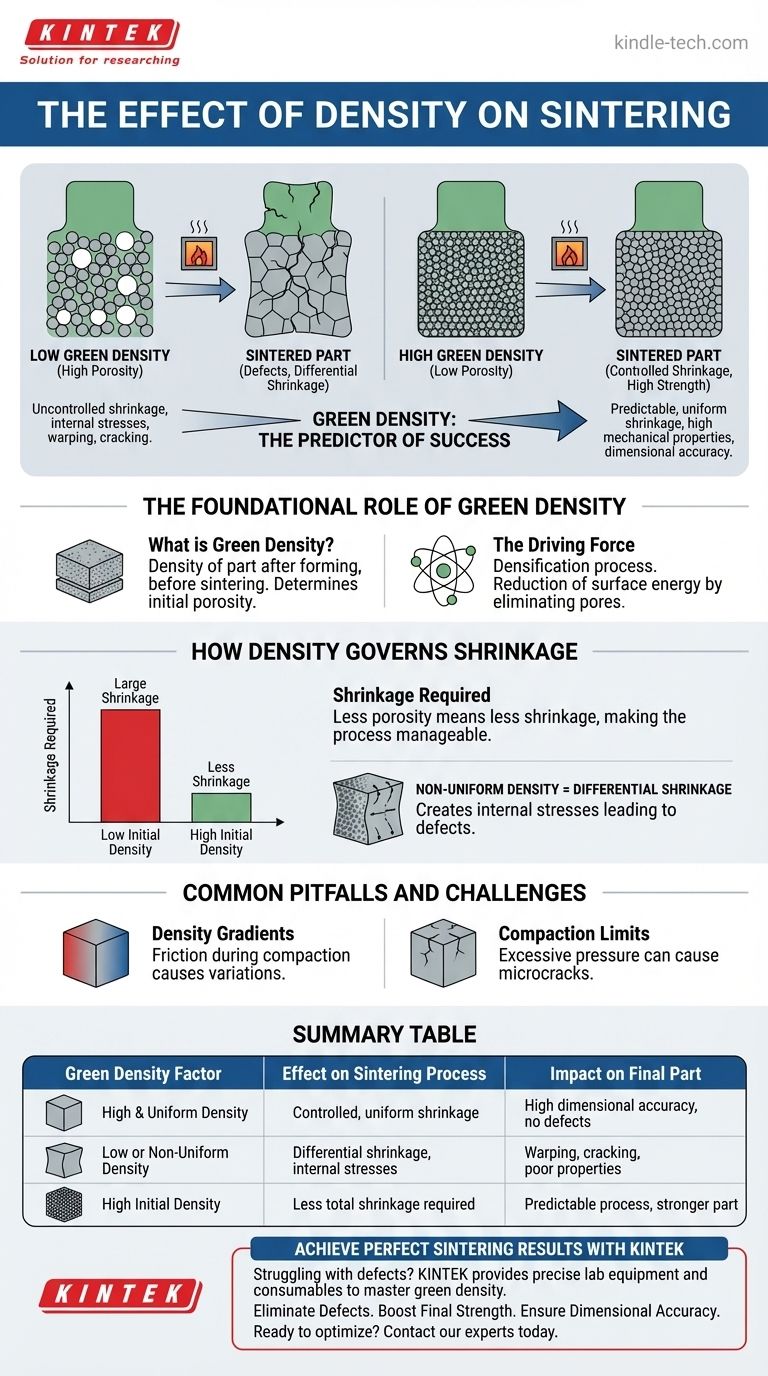
要するに、グリーン密度は焼結の成功を予測する上で最も重要な単一の指標です。 成形された粉末(「グリーン」部品)の初期密度が高く、より均一であるほど、加熱中の収縮がより制御され、均一になります。これにより、反りや亀裂などの欠陥のリスクが最小限に抑えられ、より強く、より寸法的に正確な最終部品が得られます。
中心となる原理は単純です。焼結は、粉末粒子間の空隙(気孔率)を除去することによって機能します。部品の初期密度は、その空隙の初期量を定義し、それが部品が固化するためにどれだけ収縮しなければならないかを決定します。
グリーン密度の基礎的な役割
焼結における密度の影響を理解するには、まず加熱前後の材料の状態を区別する必要があります。初期密度は、制御できる主要な変数です。
グリーン密度とは?
グリーン密度とは、粉末から成形またはプレスされた後の部品の密度ですが、高温の焼結プロセスを受ける前のものです。これは、個々の粉末粒子がどれだけ密に充填されているかを表します。
グリーン密度が低い部品は、粒子間に大量の空隙、つまり気孔率があります。グリーン密度が高い部品は、気孔率がはるかに少なく、粒子間の接触が多いです。
焼結の駆動力
焼結は根本的に緻密化のプロセスです。高温では、原子が粒子の境界を越えて拡散し、効果的にそれらを融合させ、それらの間の気孔を閉じます。
このプロセスは、表面エネルギーの低減によって駆動されます。多孔質の粉末成形体は、膨大な量の表面積を持ち、これはエネルギー的に不利です。焼結は、これらの表面を固体粒界に変換することでこのエネルギーを低減し、部品全体が収縮して緻密化する原因となります。
密度が収縮を直接支配する方法
初期密度と最終結果との関連性は、この緻密化プロセスの直接的な結果です。例えば、先進セラミックスは、最終密度に達するために20〜25%も収縮することがよくあります。
気孔率が少ないほど収縮も少ない
最も直接的な影響は、必要な総収縮量にあります。理論上の最大密度の50%から始まる部品は、65%のグリーン密度から始まる部品よりも、最終密度99%に達するためにはるかに大きく収縮しなければなりません。
より高いグリーン密度から始めることで、部品が経験しなければならない総体積変化が減少し、プロセス全体がより予測可能で管理しやすくなります。
均一な密度が反りや亀裂を防ぐ
グリーン密度の均一性は、その絶対値よりもさらに重要です。部品のある部分が別の部分よりも密である場合、焼結中に異なる速度で収縮します。
この差動収縮は、部品内に巨大な内部応力を生み出します。これらの応力は、反り、歪み、亀裂などの一般的な焼結欠陥の主な原因です。均一なグリーン密度は、部品全体が凝集して収縮することを保証します。
最終的な微細構造への影響
より高く、より均一なグリーン密度は、通常、より均質な最終微細構造につながります。これは、最終部品におけるより小さく、より均一な粒径と、除去しにくい孤立した気孔が少ないことを意味し、強度や破壊靭性などの機械的特性の向上に直接つながります。
一般的な落とし穴と課題
高く均一な密度を目指すことは目標ですが、それを達成することには独自の実際的な課題があります。
密度勾配の問題
特に複雑な形状において、完全に均一な密度を達成することは困難です。圧縮中の粉末と金型壁との間の摩擦により、一部の領域(角や薄い壁など)が他の領域よりも密度が低くなることがあります。これらの組み込みの密度勾配は、故障の主な原因です。
圧縮の限界
密度を高めるために単に圧縮圧力を上げるだけでは限界があります。極端に高い圧力は、グリーン部品に微小亀裂や層状剥離を引き起こし、焼結中に悪化する可能性があります。粒子径分布や形状など、粉末自体の特性も、どれだけうまく充填できるかに大きな役割を果たします。
プロセスに最適な選択をする
グリーン密度の制御は、単なる予備的なステップではなく、焼結を成功させるための基礎的な行動です。あなたの具体的な目標が、どこに努力を集中するかを決定します。
- 寸法精度が主な焦点である場合: 総収縮を最小限に抑え、それを非常に予測可能にするために、可能な限り最高のかつ最も均一なグリーン密度を目指してください。
- 亀裂や反りに苦しんでいる場合: 最初のステップは、グリーン部品の密度勾配を診断し、排除することです。
- 最終部品の強度を最大化する必要がある場合: 最終セラミックスの応力集中点として機能する残留気孔率を最小限に抑えるために、高いグリーン密度を達成することに焦点を当ててください。
最終的に、グリーン密度を制御するための成形プロセスを習得することは、最終的な焼結部品の完全性と品質を直接制御することにつながります。
要約表:
| グリーン密度要因 | 焼結プロセスへの影響 | 最終部品への影響 |
|---|---|---|
| 高密度&均一 | 制御された均一な収縮 | 高い寸法精度、反り/亀裂なし |
| 低密度または不均一 | 差動収縮、内部応力 | 反り、亀裂、劣悪な機械的特性 |
| 高初期密度 | 必要な総収縮が少ない | 予測可能なプロセス、より強い部品 |
KINTEKで完璧な焼結結果を達成する
焼結部品の反り、亀裂、または不均一な収縮に苦しんでいませんか?根本原因は、しばしば制御されていないグリーン密度にあります。KINTEKは、成形プロセスを習得するために必要な精密な実験装置と消耗品を提供することに特化しています。
私たちはあなたをサポートします:
- 欠陥の排除: 差動収縮と内部応力を防ぐために、均一なグリーン密度を達成します。
- 最終強度の向上: 残留気孔率を最小限に抑えることで、部品の完全性を最大化します。
- 寸法精度の確保: 非常に正確な部品のために、予測可能で制御された収縮を実現します。
焼結結果を変革する準備はできていますか? KINTEKのソリューションがどのようにプロセスを最適化し、優れた品質の部品を提供できるかについて、今すぐ専門家にお問い合わせください。
ビジュアルガイド