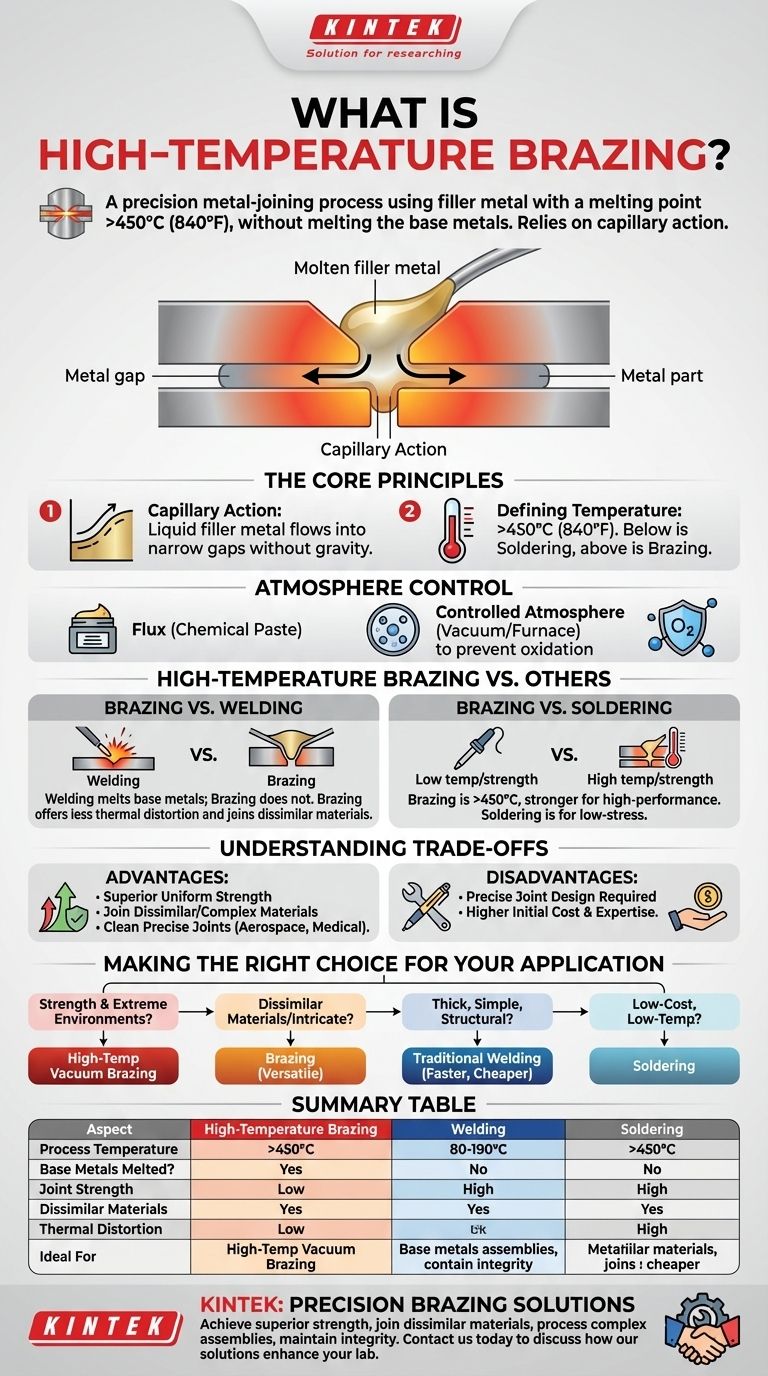
要するに、高温ろう付けとは、融点が450°C(840°F)より高く、接合される母材の融点より低いフィラーメタル(ろう材)を使用する金属接合プロセスです。このプロセスは、アセンブリ全体を加熱してフィラーメタルを溶かし、それが毛細管現象によって密接に嵌合した接合部に引き込まれることで機能します。溶接とは異なり、母材が溶けることはありません。
重要な洞察は、高温ろう付けは単なる熱ではなく、特に溶接では失敗するような複雑なアセンブリや異種材料間の接合において、非常に強力でクリーン、かつ応力のない接合部を作成するための精密制御された手法であるということです。
ろう付けプロセスの基本原理
高温ろう付けを理解するためには、まずすべてのろう付け作業に適用される基本的な仕組みを把握することが不可欠です。
ろう付けの基本的な仕組み
ろう付けは毛細管現象と呼ばれる現象に依存しています。これは、重力などの外部の力による助けなしに、あるいはそれに逆らってでも、液体が狭い空間に流れ込む能力です。
接合される部品は、互いに非常に小さく均一な隙間(ギャップ)を設けて設計されます。フィラーメタルが溶けると、それが自然にこの隙間に引き込まれ、接合部を完全に満たし、冷却時に強力な冶金学的結合を形成します。
決定的な温度しきい値
ろう付けと半田付けを区別する国際的に受け入れられている基準は、450°C(840°F)の温度です。
フィラーメタルがこの点を下回る温度で溶ける場合、そのプロセスは半田付けと呼ばれます。この点を上回る温度で溶ける場合、それはろう付けと呼ばれます。
雰囲気制御の重要な役割
高温では、金属は酸素と急速に反応し、酸化物を形成し、それがフィラーメタルが表面を濡らし、接合部に流れ込むのを妨げます。
クリーンで強力な結合を確実にするためには、これらの酸化物を防止または除去する必要があります。これは次の2つの方法のいずれかで達成されます。
- フラックス(融剤): 接合部に塗布される化学ペーストで、溶けて表面を空気から遮蔽し、酸化物を溶解します。これはトーチろう付けで一般的です。
- 制御雰囲気: アセンブリ全体を、雰囲気が制御されている炉(通常は真空または水素などの特定のガス)内で加熱します。これは高性能な高温ろう付けの標準です。

高温ろう付けとその他の接合方法の比較
適切な接合方法を選択するには、高温ろう付けが代替手段と比較して優れている点を理解する必要があります。
ろう付けと溶接の比較
最も重要な違いは、溶接が母材を溶かして融合させるのに対し、ろう付けはそうしない点です。
この区別により、ろう付けにはいくつかの重要な利点があります。熱歪みが少なく、母材の元の冶金学的特性を維持し、溶接では不可能な異種材料(例:銅と鋼)の接合が可能になります。
ろう付けと半田付けの比較
主な違いは温度と強度です。450°C以上で作成されるろう付け接合部は、半田付け接合部よりも大幅に強力であり、はるかに高い使用温度で動作できます。
半田付けは通常、電子機器や配管などの低応力用途に使用されますが、ろう付けは構造的で高性能なコンポーネントに使用されます。
トレードオフの理解
高温ろう付けは強力な技術ですが、すべての問題の解決策ではありません。その利点と限界を理解することが、効果的に使用するための鍵となります。
利点:優れた均一な強度
フィラーメタルが毛細管現象によって接合部全体に引き込まれるため、非常に大きな接合面積が生まれます。その結果、接合部は母材自体と同じくらい強力、あるいはそれ以上に強力になることがよくあります。
利点:複雑な材料や異種材料の接合
ろう付けは、金属とセラミックなど、特性が大きく異なる材料を確実に接合できる数少ない方法の1つです。さらに、数十の接合部を持つ複雑なアセンブリを、溶接では不可能な単一の炉サイクルで同時にろう付けできます。
利点:クリーンで精密な接合部
高温炉ろう付け、特に真空下でのろう付けは、後処理やクリーニングを必要としない、非常にクリーンな部品と整ったフィレット(盛り上がり)を生成します。これは、航空宇宙、医療、半導体産業における用途にとって極めて重要です。
欠点:精密な接合部の設計が必要
毛細管現象は、部品間の隙間が小さく一貫している(通常0.001インチから0.005インチ)場合にのみ機能します。これは、溶接で必要とされる場合よりも、コンポーネントの製造において高いレベルの精度を要求します。
欠点:初期コストと専門知識が高くなる
特殊なフィラーメタル(ニッケル、銀、または金を含むことが多い)と装置(例:真空炉)は、かなりの投資となります。また、プロセスを適切に設計し実行するには、より高いレベルの技術的専門知識が必要です。
用途に最適な選択をする
正しい接合方法の選択は、コンポーネントとその動作環境の特定の要求に完全に依存します。
- 極限環境下での強度と信頼性(例:ジェットエンジンタービン、医療用インプラント)が主な焦点である場合: 高温真空炉ろう付けが、しばしば最良または唯一実行可能な選択肢となります。
- 異種材料や複雑なアセンブリの接合が主な焦点である場合: ろう付けは、溶接では対応できないレベルの汎用性を提供します。
- 構造目的で、厚い単純な金属セクションの接合が主な焦点である場合: 従来の溶接の方が、ほぼ常に高速で安価であり、十分以上の性能を発揮します。
- 高強度があまり重要ではない、低コストの低温アセンブリが主な焦点である場合: 半田付けの方がより適切で経済的なプロセスです。
結局のところ、高温ろう付けは、最高の性能と精度を要求される複雑なエンジニアリング上の課題を解決するための特殊なツールなのです。
要約表:
| 側面 | 高温ろう付け | 溶接 | 半田付け |
|---|---|---|---|
| プロセス温度 | 450°C (840°F) 以上 | 母材を溶かす | 450°C (840°F) 未満 |
| 母材は溶けるか? | いいえ | はい | いいえ |
| 接合強度 | 非常に高い、母材より強力な場合が多い | 高い | 中程度から低い |
| 異種材料 | 優れた能力 | 限定的 | 良好 |
| 熱歪み | 最小限 | 著しい | 最小限 |
| 最適用途 | 航空宇宙、医療、複雑なアセンブリ | 構造、厚いセクション | 電子機器、配管 |
精密ろう付けで複雑な金属接合の課題を解決する準備はできましたか?
KINTEKでは、高度な金属接合プロセスのための高性能ラボ機器と消耗品の専門家です。高温ろう付けソリューションに関する当社の専門知識は、次のことに役立ちます。
- 要求の厳しい用途向けの優れた接合強度を実現
- 異種材料を精密かつ確実に接合
- 制御された雰囲気下で複雑なアセンブリを効率的に処理
- 熱歪みを最小限に抑え、材料の完全性を維持
航空宇宙、医療機器製造、先端材料研究のいずれに取り組んでいる場合でも、当社のチームは、完璧なろう付け結果を得るために必要な機器と技術サポートを提供できます。
当社のろう付けソリューションがお客様のラボの能力をどのように向上させ、プロジェクトが要求する精度を提供できるかについて、今すぐお問い合わせください。
ビジュアルガイド