プレス鍛造の主な利点は、加工品の体積全体にわたって、遅く、制御された、均一な変形をもたらす能力です。ハンマーの鋭く表層的な衝撃とは異なり、鍛造プレスによる連続的な圧力は、金属の表面から芯部までを加工します。その結果、特に大型で複雑な部品において、より洗練された結晶構造、優れた機械的特性、および高い寸法精度が得られます。
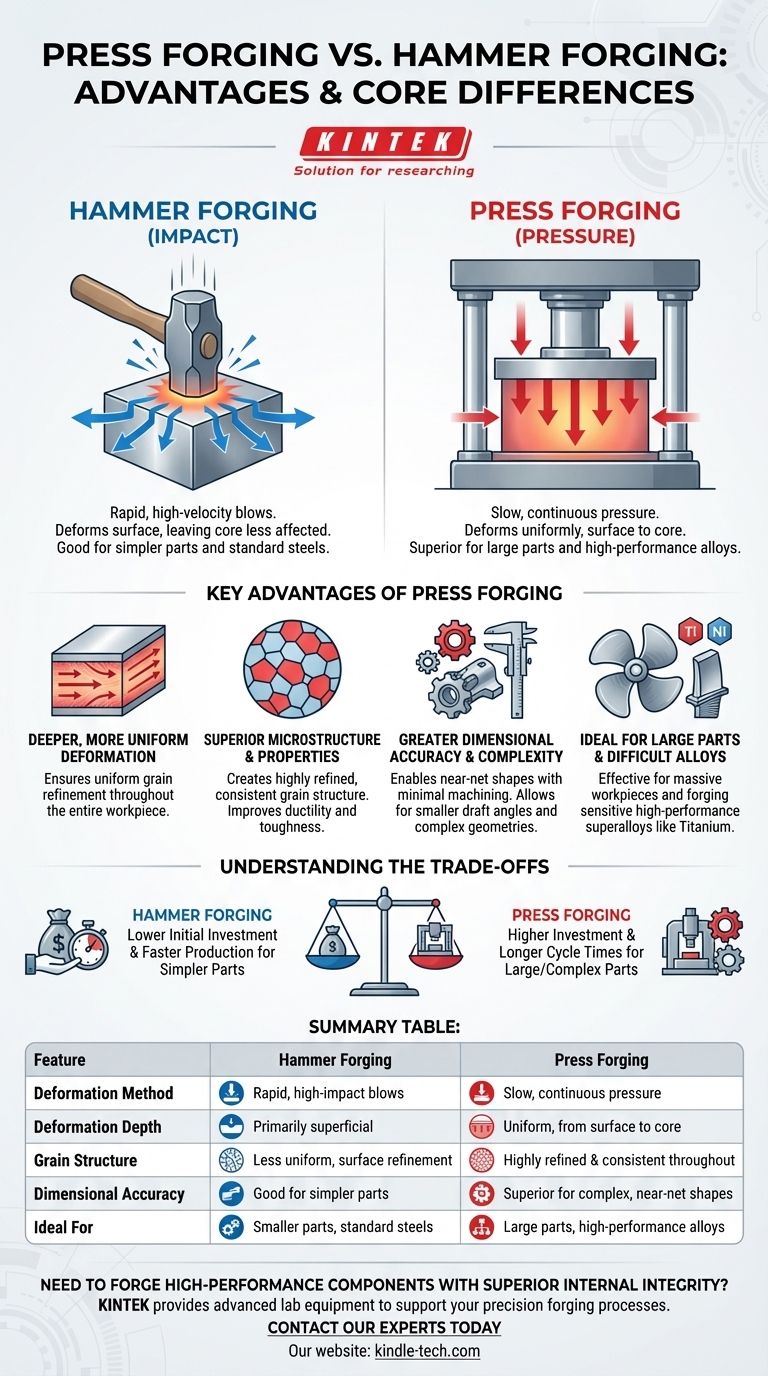
ハンマー鍛造が急速な表面衝撃で金属を成形するのに対し、プレス鍛造は遅く連続的な圧力を使用して部品全体を成形します。この根本的な違いにより、内部構造の完全性が重要な要素となる大型部品や高性能合金にとって、プレス鍛造は優れた選択肢となります。
核心的な違い:衝撃 対 圧力
ハンマー鍛造とプレス鍛造の選択は、エネルギーが加工品にどのように伝達されるかにかかっています。この単一の違いが、プロセス全体の成果を決定します。
ハンマー鍛造:一連の鋭い打撃
鍛造ハンマーは短距離走者のように機能し、エネルギーを短く、高速のバーストで伝達します。ハンマーが加工品を叩き、その運動エネルギーはほぼ瞬時に伝達されます。
この急速な衝撃は、主に金属の表面を変形させます。接触時間が短すぎるため、力と熱が完全に浸透せず、加工品の芯部があまり影響を受けないことがよくあります。
プレス鍛造:単一の連続的な絞り込み
鍛造プレスはウェイトリフターのように機能し、巨大な力をゆっくりと制御された方法で加えます。金属を叩くのではなく、押しつぶして形を作ります。
この長い接触時間により、圧力が材料の奥深くまで浸透し、加工品を断面全体にわたって均一に変形させることができます。

プレス鍛造の主な利点
「絞り込み 対 叩きつけ」という区別により、プレス鍛造は特定の用途においていくつかの明確な技術的利点をもたらします。
より深く、より均一な変形
プレスはゆっくりと力を加えるため、材料の内部抵抗を均一に克服します。これにより、加工品の中心部の結晶構造が、表面の構造と同じくらい洗練されます。
これは、芯部と表面の間で特性が不均一だと応力下で破壊につながる可能性がある大型部品にとって極めて重要です。
優れたミクロ構造と機械的特性
プレス鍛造によって達成される均一な変形は、非常に洗練され、一貫した結晶構造を生み出します。これは、延性や靭性などの機械的特性の向上に直接つながります。
このプロセスは、特に敏感な合金において、ハンマー鍛造の高速衝撃によって時折発生する可能性のある局所的な応力や微小亀裂のリスクを回避します。
高い寸法精度と複雑性
プレス鍛造は優れた制御を可能にします。この精度により、ニアネットシェイプ(最終寸法に非常に近く、後続の機械加工が最小限で済む部品)の作成が可能になります。
また、より小さな抜き勾配(部品側面のテーパー)を持つ設計が可能になり、ハンマーでは達成不可能なより複雑な形状を実現できます。
大型部品および難削材合金に最適
非常に大きな部品の場合、ハンマーの衝撃では芯部を変形させるのに十分なエネルギーがないことがあります。しかし、プレスなら時間をかけて十分な力を加え、巨大な加工品を成形できます。
さらに、チタンやニッケル基超合金などの高性能材料は、急速な衝撃に弱く、亀裂が入る可能性があります。これらの先進的な材料を成功裏に鍛造するには、プレスの遅く制御された変形が不可欠です。
トレードオフの理解
プレス鍛造が万能に優れているわけではありません。最適な選択は、部品のサイズ、材料、生産量によって完全に決まります。ハンマー鍛造は、多くの用途で依然として非常に効果的なプロセスです。
コストと初期投資
鍛造プレス、特に大型油圧プレスは、鍛造ハンマーよりも大幅に高い設備投資を必要とします。これにより、ハンマー鍛造は多くの作業にとってよりアクセスしやすい参入点となります。
単純な部品の生産速度
小型で複雑でない部品の場合、ハンマーの急速な連続打撃は、プレスのゆっくりとした絞り込みと比較して、部品あたりのサイクルタイムを短縮できます。
材料の適合性
一部の材料は、ハンマー鍛造の高速ひずみ速度によく反応します。標準的な炭素鋼や合金鋼を小型構成で加工する場合、ハンマーは成形と結晶粒微細化のための非常に効率的で効果的な方法です。
部品に最適な選択をする
最終的な決定は、一方のプロセスが他方よりも単に「優れている」という考え方ではなく、完成品の特定の要件によって推進されるべきです。
- 究極の機械的性能と内部完全性が主な焦点である場合: 均一な結晶粒微細化を実現するプレス鍛造を選択してください。特に、航空宇宙、発電、または産業用の重要部品に適しています。
- 大型で複雑なニアネットシェイプの製造が主な焦点である場合: プレス鍛造は、優れた寸法制御と、機械加工を減らして複雑な形状を形成する能力を提供します。
- 高性能超合金やチタンを扱うことが主な焦点である場合: 亀裂を防ぎ、冶金品質を確保するためには、プレス鍛造の遅く制御された変形が不可欠です。
- 標準鋼の小型部品のコスト効率の良い生産が主な焦点である場合: ハンマー鍛造は、より速いサイクルタイムと、より低い初期設備投資を提供します。
結局のところ、適切なプロセスを選択するには、材料、部品のジオメトリ、および最終的な性能要件を明確に理解する必要があります。
要約表:
| 特徴 | ハンマー鍛造 | プレス鍛造 |
|---|---|---|
| 変形方法 | 急速な高衝撃打撃 | 遅い連続圧力 |
| 変形深さ | 主に表層的 | 表面から芯部まで均一 |
| 結晶構造 | 均一性が低く、表面が微細化 | 全体的に高度に微細化され、一貫性がある |
| 寸法精度 | 単純な部品には良好 | 複雑なニアネットシェイプには優れている |
| 最適用途 | 小型部品、標準鋼 | 大型部品、高性能合金(チタン、超合金) |
優れた内部完全性を持つ高性能部品の鍛造が必要ですか?
KINTEKでは、精密鍛造プロセスの開発と品質管理をサポートする先進的なラボ機器と消耗品の提供を専門としています。チタン、超合金、その他の先進材料に取り組んでいるかどうかにかかわらず、当社のソリューションは、お客様の材料が最高水準を満たすことを保証します。
材料試験および分析における研究室のニーズをKINTEKがどのようにサポートできるかについて、当社の専門家にご相談ください。
ビジュアルガイド