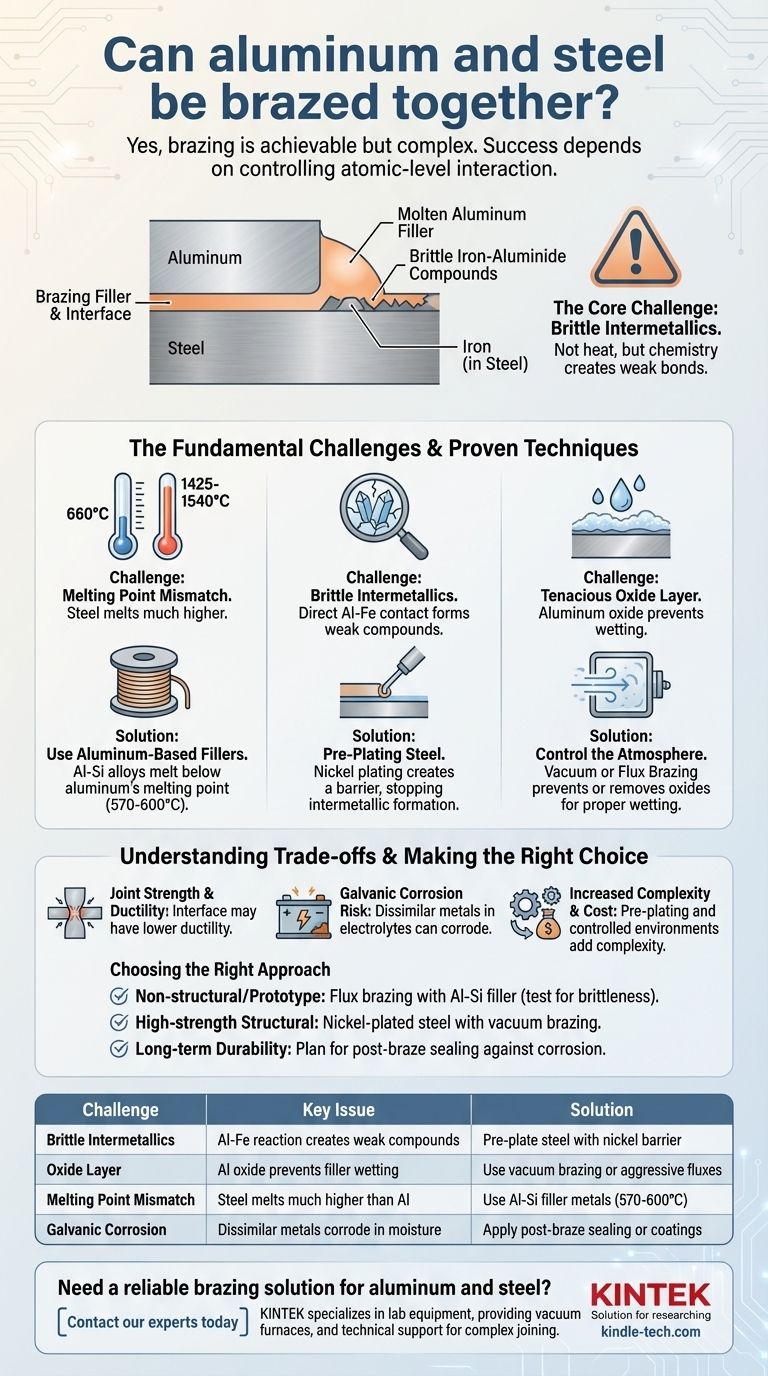
はい、アルミニウムと鋼のろう付けは可能ですが、特定の技術を必要とする複雑なプロセスです。同種の金属をろう付けする場合とは異なり、アルミニウムと鋼を接合するには、弱い脆い結合を防ぐために、それらの根本的に異なる特性を慎重に管理する必要があります。成功は、原子レベルでの2つの材料間の相互作用を制御することにかかっています。
アルミニウムと鋼のろう付けにおける核心的な課題は、熱ではなく化学です。溶融アルミニウムろう材と鋼が直接接触すると、脆い鉄-アルミニウム金属間化合物が生成されます。解決策は、特殊なアルミニウムベースのろう材を使用し、この破壊的な反応を防ぐために、多くの場合鋼に事前めっきを施すことによってバリアを作成することです。
根本的な課題:この接合が難しい理由
これら2つの金属をうまく接合するには、なぜそれらが自然に強力な結合を形成することに抵抗するのかを深く理解する必要があります。3つの主要な要因が関係しています。
融点の不一致
鋼はアルミニウム(約660°Cまたは1220°F)よりもはるかに高い温度(約1425-1540°Cまたは2600-2800°F)で溶融します。
これは、ろう付けプロセスがアルミニウムの融点以下で行われる必要があることを意味します。したがって、さらに低い温度で溶融するアルミニウム-シリコン合金などのろう材を使用する必要があります。
脆性金属間化合物の問題
これは最も重要な冶金学的ハードルです。溶融アルミニウムが鉄(鋼の主要成分)と直接接触すると、反応して鉄-アルミニウム金属間化合物を形成します。
これらの化合物は非常に硬く、脆いです。接合部に厚い金属間化合物層があると、亀裂発生の起点となり、わずかな応力や振動でも壊滅的な破損につながります。
頑固な酸化物層
アルミニウムは表面に瞬時に強固で透明な酸化アルミニウム(Al₂O₃)層を形成します。この酸化物は融点が非常に高く、ろう材が下地の金属に「濡れる」または結合するのを妨げます。
鋼も酸化しますが、酸化アルミニウム層は特に頑固です。これを克服するには、強力な化学フラックスを使用するか、またはそもそもその形成を防ぐために真空などの制御された雰囲気が必要です。
成功する結合のための実証済み技術
エンジニアは、アルミニウムと鋼の接合の課題を克服するために、いくつかの効果的な戦略を開発してきました。これらの方法は、接合部の化学と環境を制御することに焦点を当てています。
アルミニウムベースのろう材の使用
ろう材の選択は不可欠です。アルミニウムの融点よりも低い融点を持つろう付け合金を使用する必要があります。
最も一般的な選択肢はアルミニウム-シリコン(Al-Si)ろう材です。これらの合金は、アルミニウム母材が溶融する点よりも安全に低い570-600°Cの温度で流れるように設計されています。
鋼表面の事前めっき
脆性金属間化合物の形成を防ぐ最も信頼性の高い方法は、バリアを作成することです。これは多くの場合、鋼部品をニッケルなどのより適合性の高い金属で事前めっきすることによって行われます。
これにより、アルミニウムろう材は鉄ではなくニッケルめっきに結合します。ニッケル層は拡散バリアとして機能し、アルミニウムと鉄を物理的に分離し、脆い化合物の形成を阻止します。
ろう付け雰囲気の制御
頑固な酸化アルミニウム層に対処するためには、制御された環境でろう付けを行う必要があります。
真空ろう付けは、酸素を除去することで両方の金属に酸化物が形成されるのを防ぐため、非常に効果的です。あるいは、フラックスろう付けは、強力な化学フラックスを使用して酸化物層を溶解し、ろう材が適切に濡れて接合部に流れるようにします。自動ろう付け機は、これらの制御された環境を正確に管理するように設計されていることがよくあります。
トレードオフと限界の理解
強力な接合は可能ですが、アルミニウムと鋼の結合に伴う潜在的な妥協点とリスクを認識しておくことが重要です。
接合強度と延性
完璧に実行されたとしても、ろう付けされたアルミニウムと鋼の接合部は、同種の金属間の接合部と同じ延性を持たない可能性があります。異種材料間の界面は、常に応力集中の潜在的なポイントとなります。
ガルバニック腐食のリスク
アルミニウムと鋼のような2つの異なる金属が、電解質(湿度や雨水など)の存在下で電気的に接触すると、ガルバニックセルが生成されます。
これにより、より活性な金属(アルミニウム)が加速的に腐食するガルバニック腐食が発生します。時間が経つにつれて、特に過酷な環境では、これが接合部の完全性を損なう可能性があります。
複雑さとコストの増加
事前めっき、特殊なろう材、および制御された雰囲気炉の必要性により、アルミニウムと鋼のろう付けは、従来の鋼と鋼のろう付けよりも著しく複雑で高価になります。
アプリケーションに適した選択をする
正しいアプローチを選択することは、特定のプロジェクトの要求に完全に依存します。
- 非構造的な接合またはプロトタイプに重点を置く場合: Al-Siろう材を使用した慎重に実行されたフラックスろう付けプロセスで十分な場合がありますが、接合部の脆性を厳密にテストする必要があります。
- 高強度構造性能に重点を置く場合: ニッケルめっきされた鋼部品と真空ろう付けを組み合わせることは、接合部の完全性を確保するための最も堅牢で信頼性の高い方法です。
- 腐食性環境での長期耐久性に重点を置く場合: 湿気から接合部を保護し、避けられないガルバニック腐食のリスクを軽減するために、ろう付け後のシーリングまたはコーティングを計画する必要があります。
独自の冶金学的課題を理解し、適切なプロセスを意図的に選択することで、アルミニウムと鋼の間に信頼性の高い結合を成功裏に作成できます。
要約表:
| 課題 | 主な問題 | 解決策 |
|---|---|---|
| 脆性金属間化合物 | 溶融アルミニウムが鉄と反応して弱い化合物を形成する | 鋼にニッケルを事前めっきしてバリアを作成する |
| 酸化物層 | アルミニウムの強固な酸化物がろう材の濡れを妨げる | 真空ろう付けまたは強力なフラックスを使用する |
| 融点の不一致 | 鋼はアルミニウムよりもはるかに高い温度で溶融する | Al-Siろう材(融点570-600°C)を使用する |
| ガルバニック腐食 | 異種金属は湿気にさらされると腐食する | ろう付け後のシーリングまたは保護コーティングを施す |
アルミニウムと鋼の信頼性の高いろう付けソリューションが必要ですか?
異種金属のろう付けには、精密な装置と専門知識が必要です。KINTEKは、実験装置と消耗品を専門とし、複雑な接合プロセスに必要な真空炉、制御された雰囲気システム、および技術サポートを提供しています。当社のソリューションは、脆性金属間化合物や腐食のリスクを最小限に抑えながら、強力で耐久性のある結合を実現するのに役立ちます。
今すぐ専門家にお問い合わせください アルミニウムと鋼のアプリケーションにおけるろう付けプロセスを最適化する方法についてご相談ください!
ビジュアルガイド