
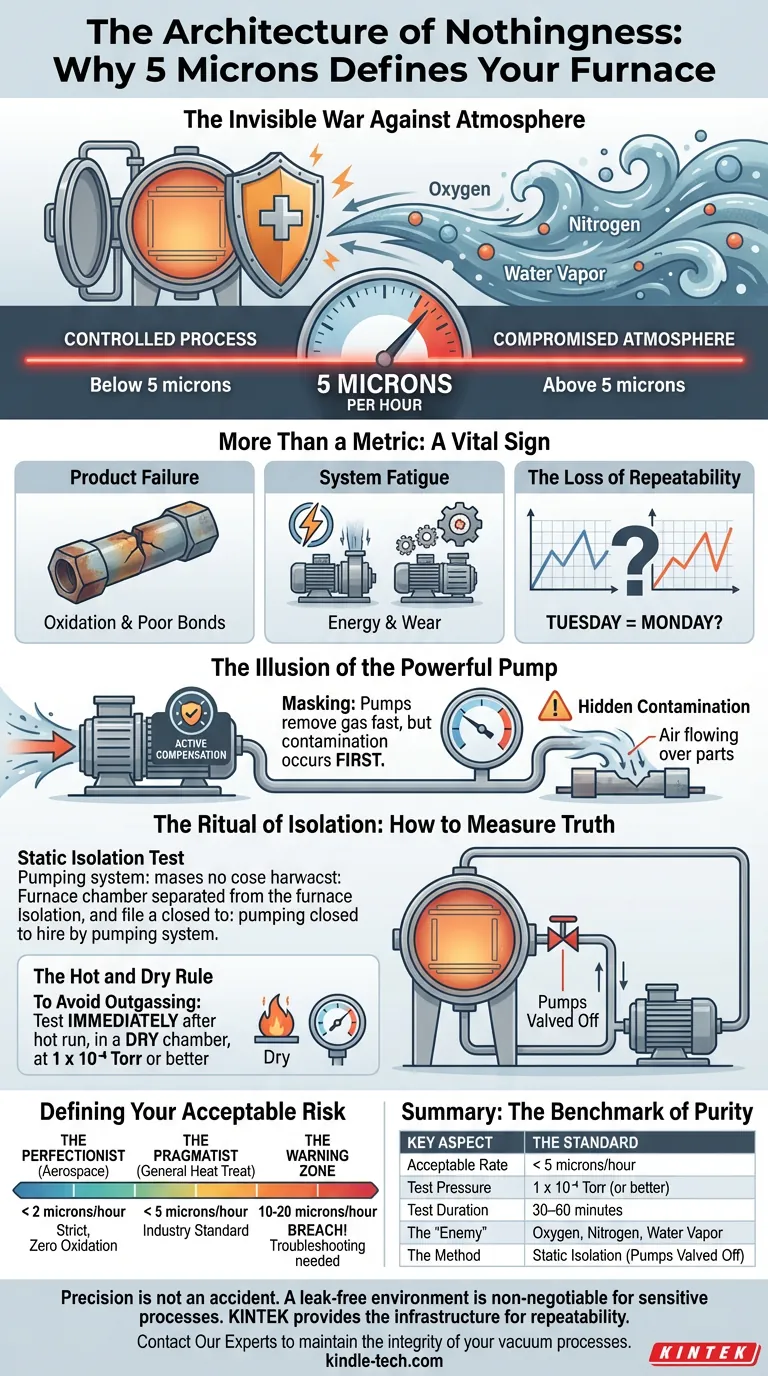
大気との見えない戦い
高真空冶金の世界では、本質的に自然との戦いを繰り広げています。自然は真空を嫌い、侵入して酸化させ、均一化しようとします。
あなたの真空炉は盾です。
リークレートについて話すとき、私たちは単にマニュアルにある技術仕様について議論しているわけではありません。私たちはその盾の構造的完全性について議論しています。
高真空炉の許容リークレートは通常毎時5ミクロン未満です。
この数値は、制御された科学的プロセスと混沌としたプロセスの分かれ目です。これを超えると、もはや真空中で操作しているのではなく、侵害された大気中で操作していることになります。
単なる指標ではない:バイタルサイン
アトゥル・ガワンデは、複雑なシステムがスキルの不足ではなく、標準化された警戒の不足によって失敗することが多いとよく書いています。真空炉も例外ではありません。
リークレートは炉の基本的な健康状態を示す指標です。
毎時5ミクロン未満の読み取り値は、容器が密閉されており、大気(特に窒素、酸素、水蒸気)の侵入を防ぐのに十分であることを示しています。
この指標を無視すると、3つのことが起こり、時間とともに増幅します。
- 製品の故障:酸素は変色や冶金結合の不良を引き起こします。部品を失います。
- システムの疲労:ポンプは侵入する空気を排除するために過剰に稼働する必要があり、エネルギー消費と摩耗が増加します。
- 再現性の喪失:これは心理的なコストです。確認されたリークレートがなければ、火曜日の稼働が月曜日の稼働と一致することを保証できません。推測しているのです。
強力なポンプの幻想
真空処理には、マスキングという一般的な落とし穴があります。
最新のポンプシステムは非常に強力です。多くの場合、中程度のリークを克服し、侵入するガスをほぼ同時に除去するのに十分な強度があります。ポンプが作動している間、圧力計は正常に見えるかもしれません。
しかし、汚染はまだ起こっています。ポンプがそれを捕捉する前に、空気はまだ部品の上を流れています。
これが、動的真空レベルが誤解を招く理由です。ポンプが欠陥を積極的に補償している間、容器の完全性を測定することはできません。
隔離の儀式:真実を測定する方法
あなたの炉の真実を知るためには、戦いを止めなければなりません。チャンバーを隔離しなければなりません。
適切なリークレートテストは、メインバルブを使用してポンプシステムを炉チャンバーから隔離します。これにより、ポンプの性能ではなく、外部からチャンバーに侵入するガスを測定していることが保証されます。
「ホット&ドライ」ルール
物理学は私たちを欺くことがあります。脱ガス(内部表面に閉じ込められた水蒸気分子の放出)は、圧力計ではリークとまったく同じように見えます。
誤検出を避けるために、テストは厳密に実行する必要があります。
- ホットラン(バーンアウト)直後。
- 乾燥したチャンバー内。
- 理想的には1 x 10⁻⁴ Torr以上の真空レベルで。
炉が冷たいか湿っている場合、リークを測定しているのではなく、湿気の蒸発を測定しています。
許容リスクの定義
すべての真空が同じように作られているわけではありません。あなたが受け入れる基準は、あなたのアプリケーションの重要度と一致する必要があります。
- 完璧主義者(航空宇宙):酸化を一切許容しない重要なろう付けの場合、基準は厳格です。< 2ミクロン/時を目指してください。
- 実用主義者(一般的な熱処理):業界標準の< 5ミクロン/時があなたの信頼できるベンチマークです。
- 警告ゾーン:10〜20ミクロン/時にずれ込んだ場合、あなたは侵害を受けています。もはや処理しているのではなく、トラブルシューティングしているのです。
概要:純度のベンチマーク
| 主要な側面 | 基準 |
|---|---|
| 許容レート | < 毎時5ミクロン |
| テスト圧力 | 1 x 10⁻⁴ Torr(以上) |
| テスト時間 | 30〜60分 |
| 「敵」 | 酸素、窒素、水蒸気 |
| 方法 | 静的隔離(ポンプをバルブで閉じる) |
結論
精度は偶然ではありません。それは、目に見えない力に適用される厳格な基準の結果です。
ろう付けや熱処理などのデリケートなプロセスでは、リークのない環境は交渉の余地がありません。KINTEKでは、お客様の機器が製品と大気を隔てる唯一のものであることを理解しています。
高性能な実験装置が必要な場合でも、それらを稼働させ続けるための消耗品が必要な場合でも、私たちは再現性のためのインフラストラクチャを提供します。
専門家にお問い合わせください どのような方法でお客様の真空プロセスの完全性を維持するお手伝いができるかについてご相談ください。
ビジュアルガイド
関連製品
- 真空熱間プレス炉 加熱真空プレス機 チューブ炉
- 熱処理・焼結用600T真空誘導熱プレス炉
- 真空熱間プレス炉 加熱真空プレス
- 真空熱処理炉および浮上誘導溶解炉
- 2200℃ タングステン真空熱処理・焼結炉



















