焼入れ熱処理の温度は単一の値ではなく、鋼の組成によって決まる特定の範囲です。ほとんどの一般的な炭素鋼および合金鋼では、オーステナイト化として知られるこのプロセスでは、重要な内部相変態を誘発するために、通常730℃(1350°F)以上の温度に加熱する必要があります。正確な温度は、硬度を達成するための基礎となるステップである、炭素を鉄の構造内に溶解させるために極めて重要です。
焼入れの目標は、単に金属を加熱することではなく、正確な「臨界温度」に加熱することです。この特定の温度が鋼の内部結晶構造をオーステナイトと呼ばれる状態に変換し、急冷時に硬い材料を生成するための必要な前提条件となります。
焼入れにおける臨界温度の役割
焼入れプロセス全体は、正しい温度に到達し維持することにかかっています。この目標温度は、鋼の化学組成と、硬度と強度を高めるために必要な構造変化に直接関連しています。
オーステナイト相変態
加熱の主な目的は、鋼の微細構造をオーステナイトに変換することです。オーステナイトは、大量の炭素をそのマトリックスに吸収する特有の能力を持つ鉄の特定の結晶構造です。これは不可欠な最初のステップであり、オーステナイトへの完全な変態がなければ、鋼を完全に硬化させることはできません。
鋼種によって温度が異なる理由
正確なオーステナイト化温度は、鋼の炭素含有量やその他の合金元素に大きく依存します。一般的な経験則として、炭素含有量が高いほど、必要な温度がわずかに低くなる可能性があります。各合金の特定の材料データシートには、最適な結果を得るために必要な正確な温度範囲が記載されています。
一般的な温度範囲
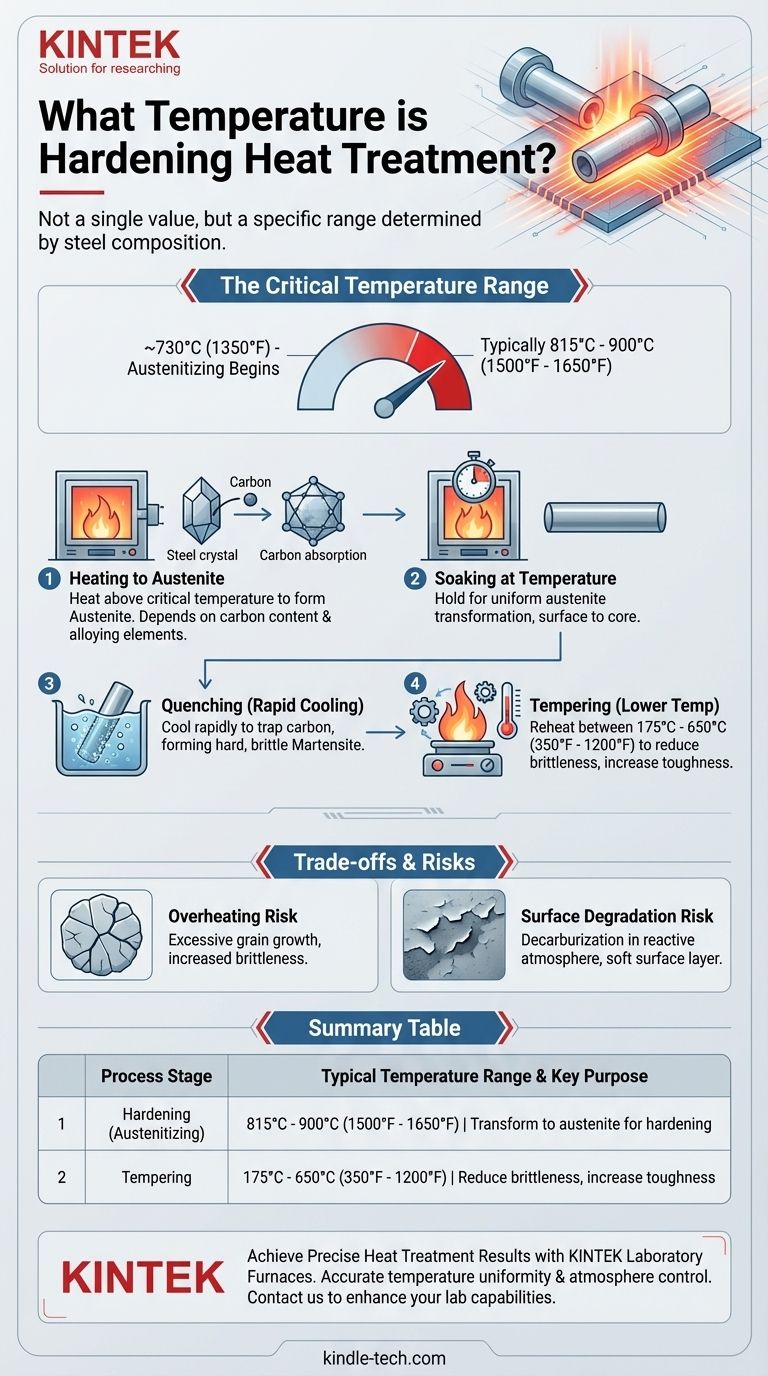
ほとんどの一般的な炭素鋼および合金鋼では、焼入れ(または「オーステナイト化」)温度は815℃から900℃(1500°Fから1650°F)の間に収まります。これは、オーステナイトへの変態が始まる下部臨界温度である約730℃(1350°F)よりもかなり高い値です。

焼入れは単なる加熱以上のもの
目標温度に到達することは、多段階プロセスの一部にすぎません。その後の工程も、部品の望ましい最終特性を達成するために同様に重要です。
ステップ2:温度での保持(ソーキング)
鋼が目標のオーステナイト化温度に達したら、特定の時間保持する必要があります。この「ソーキング」時間は、部品全体が表面から芯まで完全に均一にオーステナイトに変換されたことを保証します。
ステップ3:硬化のための焼入れ
真の硬度は高温では得られません。これは、オーステナイト状態から鋼を急速に冷却することによって、焼入れと呼ばれるプロセスで生成されます。この急冷により、溶解した炭素原子が閉じ込められ、マルテンサイトとして知られる、新しく極めて硬く脆い微細構造が形成されます。
ステップ4:靭性のための焼戻し
焼入れ後、鋼はほとんどの実用的な用途には脆すぎる場合があります。その後の低温熱処理である焼戻し(テンパリング)を行い、脆性を低減し、ある程度の靭性を回復させます。焼戻し温度は通常、175℃から650℃(350°Fから1200°F)の範囲に収まります。
トレードオフの理解
適切な温度とプロセスを選択することは、相反する要因のバランスを取ることを伴います。これらのトレードオフを誤解すると、部品の破損につながる可能性があります。
過熱のリスク
推奨されるオーステナイト化温度を超えると、鋼の微細構造内で過度の結晶粒成長を引き起こす可能性があります。これにより、焼戻し後であっても、最終製品が脆くなり、亀裂が入りやすくなる可能性があります。
表面劣化の問題
これらの高温では、鋼の表面は非常に反応性が高くなります。炉内の保護雰囲気は極めて重要です。技術的なプロセスで述べられているように、炉雰囲気の炭素ポテンシャルは、表面からの炭素損失(脱炭)を防ぐために鋼の炭素組成と一致させる必要があり、さもなければ軟らかい外層が生じます。
目標に合わせた正しい選択をする
正しい温度は、材料と望ましい結果によって完全に決定されます。「焼入れ(ハーデニング)」と「焼戻し(テンパリング)」という用語は、異なる温度範囲と目標を持つ別個のプロセスを指します。
- 鋼の焼入れを主な目的とする場合: オーステナイトを形成するために、材料を臨界変態温度より上、通常は815~900℃(1500~1650°F)の範囲に加熱してから焼入れする必要があります。
- 焼入れ後の靭性の向上を主な目的とする場合: 内部応力を緩和するために、通常175~650℃(350~1200°F)の低温の焼戻しプロセスを使用する必要があります。
最終的に、最適な結果を得るために必要な正確な温度を使用していることを確認する唯一の方法は、特定の鋼合金の材料仕様書を参照することです。
要約表:
| プロセス段階 | 一般的な温度範囲 | 主な目的 |
|---|---|---|
| 焼入れ(オーステナイト化) | 815℃ - 900℃ (1500°F - 1650°F) | 焼入れのために鋼をオーステナイトに変換する |
| 焼戻し | 175℃ - 650℃ (350°F - 1200°F) | 脆性を低減し、靭性を向上させる |
KINTEKのラボ用炉で、正確で一貫した熱処理結果を実現しましょう。
焼入れ、焼戻し、その他の熱処理プロセスを行う場合でも、正確な温度制御は譲れません。KINTEKは、冶金学および材料科学の厳格な要求に応えるために設計された高性能ラボ用炉と装置を専門としています。
当社のソリューションは、結晶粒の成長や脱炭などの問題を防止するのに役立つ、正確な温度均一性と雰囲気制御を保証します。材料仕様と品質目標を達成するために必要な信頼性の高い装置については、KINTEKを信頼してください。
ラボの能力を向上させる準備はできましたか? 今すぐ専門家にお問い合わせいただき、特定の鋼の焼入れおよび熱処理用途に最適な炉を見つけてください。
ビジュアルガイド