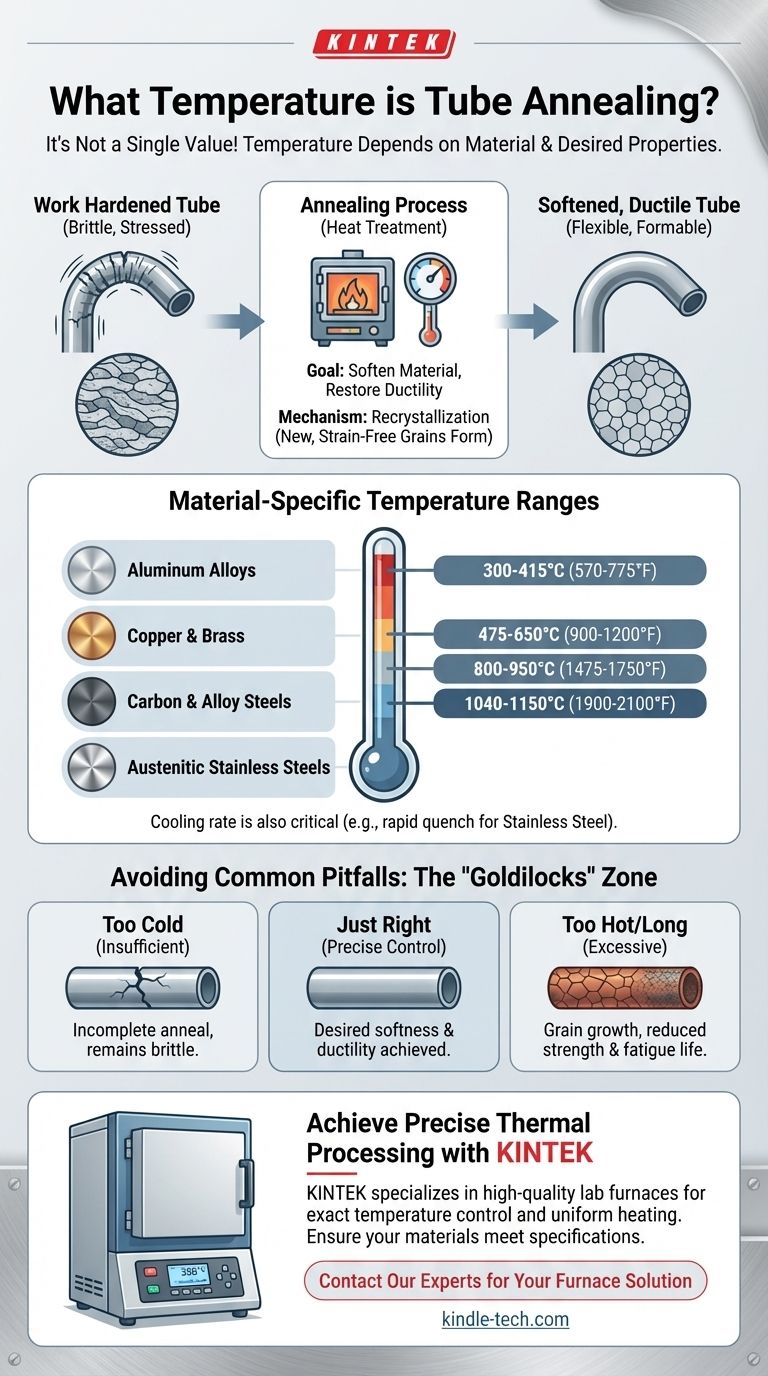
チューブの焼鈍温度は単一の値ではなく、処理する材料にほぼ完全に依存する特定の範囲です。例えば、アルミニウム合金は比較的低温の300〜415°C(570〜775°F)で焼鈍されるのに対し、オーステナイト系ステンレス鋼は通常1040〜1150°C(1900〜2100°F)というはるかに高い温度を必要とします。目的の特性を達成するためには、適切な温度が極めて重要です。
焼鈍温度は、主にチューブの材料組成と冷間加工の度合いによって決定される重要なプロセス変数です。適切な温度を選択することは、材料の構造的完全性を損なうことなく、柔らかさや延性などの要求される機械的特性を達成するために不可欠です。
温度が焼鈍の決定的な要因である理由
焼鈍は、材料の物理的特性、場合によっては化学的特性を変化させるために設計された熱処理プロセスです。成形、引き抜き、または曲げ加工された金属チューブの場合、主な目的は加工硬化の影響を元に戻すことです。
目的:材料の軟化
チューブの引き抜きや曲げなどのプロセスは、金属の結晶構造に応力と転位を導入します。これは加工硬化(またはひずみ硬化)と呼ばれ、チューブをより硬く、より強く、脆くします。焼鈍は、内部構造が再形成され、その延性(引き伸ばされたり変形したりする能力)が回復し、硬度が低下することで、これを逆転させます。
メカニズム:再結晶
焼鈍の有効性は、材料の再結晶温度を超える温度に達することにかかっています。この時点で、冷間加工によって生成された変形した結晶粒に取って代わる、新しいひずみのない結晶粒が金属内に形成され始めます。
温度は、このプロセスの速度と程度を直接制御します。これは、成功した焼鈍を達成するための最も重要な入力です。
材料が温度範囲を決定する
異なる金属とその合金は、融点と結晶構造が大きく異なるため、独自の焼鈍温度要件があります。
- 炭素鋼および合金鋼: 温度は炭素含有量に大きく依存します。完全焼鈍の場合、これらは通常約800〜950°C(1475〜1750°F)に加熱され、その後非常にゆっくりと冷却されます。
- オーステナイト系ステンレス鋼(例:304、316): これらは高温の固溶化焼鈍を必要とし、通常1040〜1150°C(1900〜2100°F)の範囲で行われます。その後、目的の特性を固定し、耐食性の低下を防ぐために急速冷却(急冷)が行われます。
- 銅および真鍮: これらの非鉄金属は、はるかに低い温度で焼鈍されます。純銅は約475〜650°C(900〜1200°F)で焼鈍され、真鍮はそれよりわずかに低い範囲で焼鈍されます。
- アルミニウム合金: アルミニウムは、これらの一般的な材料の中で最も低い焼鈍温度を持ち、通常300〜415°C(570〜775°F)の範囲です。

トレードオフと一般的な落とし穴の理解
不適切な温度や保持時間を選択すると、部品の故障につながる可能性があります。プロセスウィンドウは狭い場合があり、精度が重要です。
不十分な温度のリスク
チューブが必要な再結晶温度まで加熱されない場合、焼鈍は不完全になります。材料は部分的に硬化したままで脆くなり、その後の成形工程での亀裂や使用中の早期故障につながる可能性があります。
過剰な温度または時間の危険性
過熱も同様に問題を引き起こします。再結晶が完了した後、チューブを高温に保持すると粒成長を引き起こす可能性があります。大きな結晶粒は、材料の強度、靭性、疲労寿命を低下させる可能性があります。
極端な場合には、過熱により表面のスケール(酸化)や、結晶粒界での予備溶融が発生し、部品が永久的に損傷する可能性があります。
冷却速度の重要な役割
温度だけが変数ではありません。冷却速度もプロセスの決定的な部分です。
鋼を炉内でゆっくり冷却すると、最大の軟化が促進されます。対照的に、ステンレス鋼を急速に急冷することは、耐食性を著しく低下させる炭化クロムの形成を防ぐために不可欠です。
正しい焼鈍プロセスを決定する方法
成功した結果を確実にするためには、一般的な温度範囲を超えて、特定の用途に合わせて正確なプロセスを定義する必要があります。
- 既知の合金の加工が主な焦点である場合: 必ず材料サプライヤーのデータシートまたは確立された冶金標準(ASM InternationalやASTMなど)を参照して、正確な焼鈍サイクルを確認してください。
- 軟化を最小限に抑えて応力除去が主な焦点である場合: 材料の再結晶温度より低い温度で加熱し、硬度を大幅に変更せずに内部応力を低減する低温の応力除去焼鈍を検討してください。
- オーステナイト系ステンレス鋼が主な焦点である場合: 耐食性を維持するためには、加熱後の急速な急冷が温度そのものと同じくらい重要であることを忘れないでください。
- 材料やプロセスについて不明な点がある場合: 資格のある冶金学者または専門の熱処理サービスと提携し、プロセスを正しく指定および実行してください。
結局のところ、加熱、保持、冷却という熱サイクル全体を正確に制御することが、材料の目的の性能を引き出す鍵となります。
要約表:
| 材料 | 一般的な焼鈍温度範囲 |
|---|---|
| アルミニウム合金 | 300-415°C (570-775°F) |
| オーステナイト系ステンレス鋼 | 1040-1150°C (1900-2100°F) |
| 炭素鋼および合金鋼 | 800-950°C (1475-1750°F) |
| 銅および真鍮 | 475-650°C (900-1200°F) |
KINTEKでラボ用チューブの正確な熱処理を実現しましょう。
適切な焼鈍温度を選択し維持することは、材料特性にとって極めて重要です。KINTEKは、お客様の焼鈍プロセスが要求する正確な温度制御と均一な加熱を提供する高品質のラボ用炉およびオーブンを専門としています。当社の装置は、不完全な焼鈍や粒成長の落とし穴を回避し、材料が必要な柔らかさ、延性、性能を達成するのを支援します。
ステンレス鋼、アルミニウム、その他の合金を扱う場合でも、KINTEKは研究および生産ニーズをサポートする信頼性の高いラボ機器を備えています。
当社の熱処理専門家に今すぐお問い合わせいただき、焼鈍用途に最適な炉を見つけてください。
ビジュアルガイド