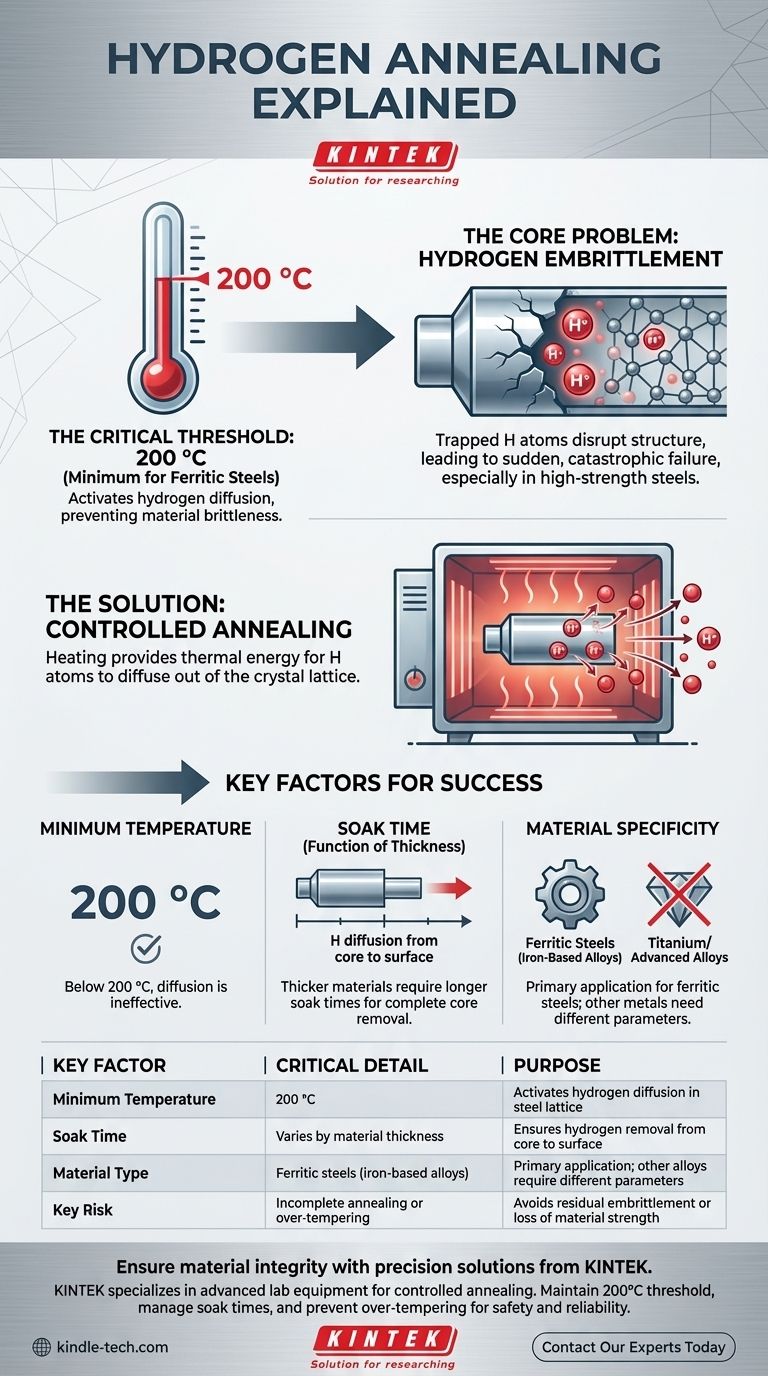
効果的な低水素焼鈍に必要な最低温度は200°Cです。この特定の温度は、鉄や特定のステンレス鋼のような材料の結晶格子から捕捉された水素原子が拡散するために必要な熱エネルギーを提供し、これがプロセスの目的全体です。
中心となる課題は、単に温度を知ることではなく、その温度がなぜ重要なのかを理解することです。水素焼鈍は、材料の脆化を引き起こす捕捉された水素を除去するために設計された拡散プロセスであり、200°Cは一般的な鋼でこの拡散が効果的になる閾値です。
核心的な問題:水素脆化
水素脆化は、金属部品、特に高強度鋼の早期かつ壊滅的な故障の主要な原因です。
水素がどのように捕捉されるか
溶接、電気めっき、鋳造などの製造プロセス中に、個々の水素原子(プロトン)が金属内に導入されることがあります。これらは非常に小さいため、金属の結晶格子に容易に浸透します。
一度内部に捕捉されると、これらの原子は構造を破壊し、材料の延性を著しく低下させ、脆くし、応力下での亀裂発生に対して脆弱にします。
結果:完全性の低下
水素脆化に苦しむ部品は、設計された容量をはるかに下回る負荷を受けても、突然かつ警告なしに故障する可能性があります。このため、捕捉された水素を除去することは、安全性と信頼性を確保するための重要なステップとなります。

解決策:焼鈍の仕組み
焼鈍は、制御された熱処理プロセスです。材料を加熱することで、捕捉された水素原子に十分な熱エネルギーを与え、金属の構造内を移動、つまり拡散させ、表面から脱出させます。
なぜ200°Cが重要な閾値なのか
鉄や多くの一般的な鋼の場合、200°Cは水素原子が効果的に拡散するのに十分な移動性を得る最低温度を表します。この温度を下回ると、原子は大部分が所定の位置に閉じ込められたままであり、焼鈍プロセスは効果がありません。
焼鈍は時間と温度の関数
200°Cに達することは最初のステップにすぎません。部品は、保持時間として知られる十分な期間、この温度に保持されなければなりません。
必要な時間は、材料の厚さに大きく依存します。厚い部分は、部品のコアから水素が表面まで完全に拡散するのに長い保持時間が必要です。
主要因の理解
単に部品を200°Cに加熱するだけでは成功は保証されません。意図しない損傷を引き起こすことなく効果的にするために、プロセスは慎重に制御されなければなりません。
不完全な焼鈍のリスク
温度が低すぎるか、保持時間が短すぎる場合、水素は表面層からのみ除去されます。部品のコアは脆化したままであり、内部亀裂の発生と故障に対して脆弱なままになります。
過焼戻しのリスク
高温は水素拡散を加速させることができますが、材料の基本的な特性を負に変化させる可能性もあります。指定された焼鈍温度を超えると、鋼の強度と硬度(焼戻し)が低下し、設計特性が損なわれる可能性があります。200°Cでの低水素焼鈍は、これを避けるために特別に設計されています。
材料の特異性
200°Cの閾値は、主にフェライト系鋼(鉄基合金)に関連します。チタンや特定の先進合金などの他の金属は、異なる拡散特性を持ち、全く異なる焼鈍パラメータを必要とします。
これをあなたの目標に適用する
水素焼鈍へのアプローチは、材料と部品の重要性によって決定されるべきです。
- 高強度鋼の故障防止が主な焦点である場合:指定された200°Cの最低温度を厳守し、部品の最も厚い部分に十分な保持時間を確保する必要があります。
- 厚い部品の完全な水素除去が主な焦点である場合:あなたの重要な変数は時間です。単に温度に達するだけでは不十分であるため、コアからの拡散を可能にする適切な保持時間を計算する必要があります。
- 標準鋼以外の材料が主な焦点である場合:200°Cのベンチマークは普遍的に適用されるものではなく、効果がないか損傷を引き起こす可能性があるため、材料固有のデータシートを参照する必要があります。
最終的に、水素焼鈍を制御することは、部品の構造的完全性と長期的な信頼性を保証するための重要なステップです。
要約表:
| 主要因 | 重要な詳細 | 目的 |
|---|---|---|
| 最低温度 | 200 °C | 鋼格子内の水素拡散を活性化 |
| 保持時間 | 材料の厚さによって異なる | コアから表面への水素除去を確保 |
| 材料の種類 | フェライト系鋼(鉄基合金) | 主な適用; 他の合金は異なるパラメータを必要とする |
| 主要なリスク | 不完全な焼鈍または過焼戻し | 残留脆化または材料強度の損失を回避 |
KINTEKの精密水素焼鈍ソリューションで、研究室の材料の完全性を確保してください。
水素脆化は、高強度鋼部品に予測不能な故障をもたらす静かな脅威です。KINTEKは、精密で制御された焼鈍プロセスを提供するために設計された高度な実験装置と消耗品を専門としています。当社のソリューションは、重要な200°Cの閾値を維持し、保持時間を正確に管理し、過焼戻しを防ぐのに役立ち、お客様の材料が最高の安全性と信頼性基準を満たすことを保証します。
フェライト系鋼や特殊合金を扱っている場合でも、KINTEKは水素関連の故障から部品を保護するためのツールと専門知識を提供します。今すぐ当社の専門家にお問い合わせください。お客様の具体的な焼鈍ニーズについて話し合い、耐久性があり信頼できる結果を生み出すための研究室の能力を高めましょう。
ビジュアルガイド
関連製品
- 制御窒素不活性水素雰囲気炉
- セラミックファイバーライニング付き真空熱処理炉
- 1400℃ 窒素・不活性ガス雰囲気制御炉
- 1200℃ 制御雰囲気炉 窒素不活性雰囲気炉
- 実験室用脱脂・予備焼結用高温マッフル炉



















