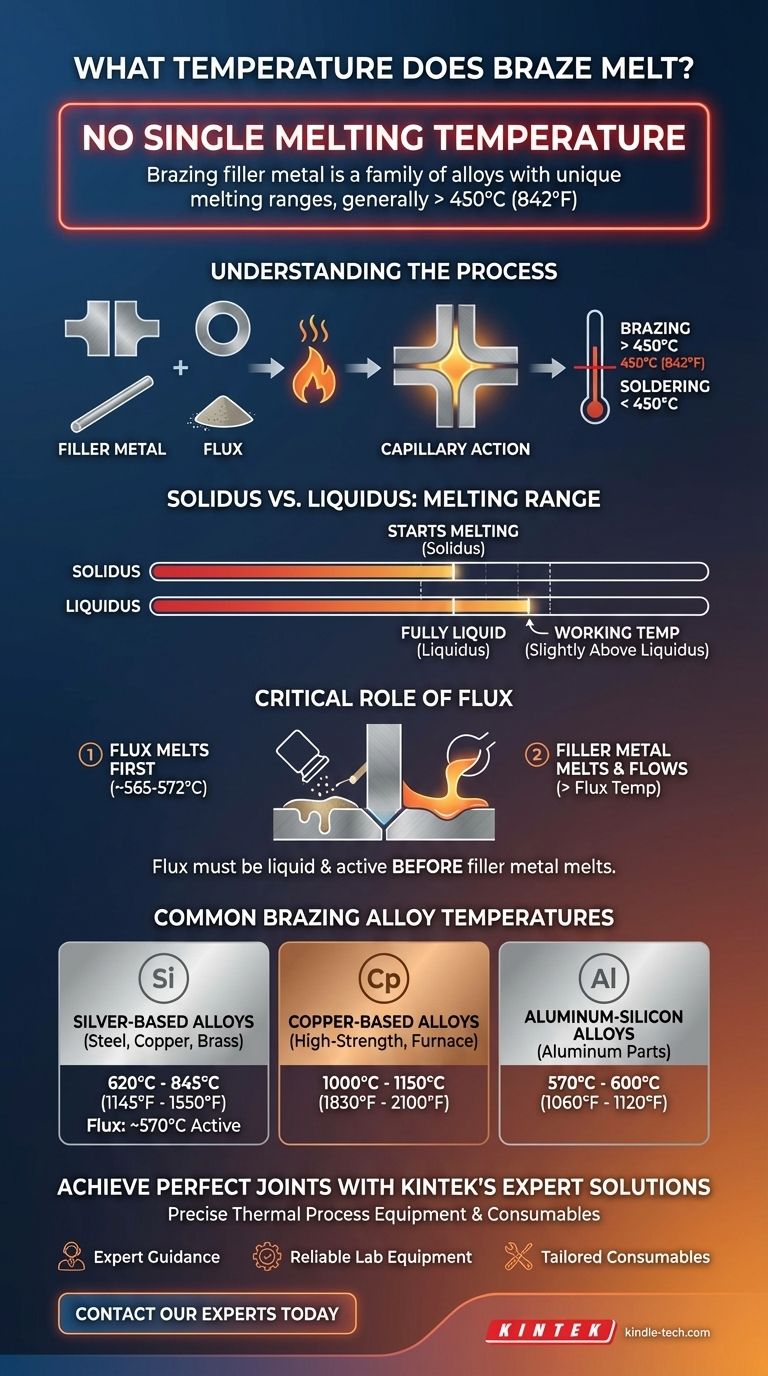
「ろう付け」に単一の融点はありません。 ろう付け用溶加材は合金のファミリーであり、それぞれが特定の用途向けに設計された独自の融解範囲を持っています。これらの温度は一般的に450°C(842°F)を超え、合金の組成によっては1100°C(2012°F)を超えることもあります。
理解すべき最も重要な概念は、ろう付けが2つの異なる融点を持つ2つの異なる材料、すなわちフラックスと溶加材を含むということです。成功する接合のためには、フラックスが溶加材の融点より低い温度で活性化し、液状になる必要があります。
ろう付けプロセスの理解
正しい温度を選択するには、まず材料とプロセス自体を区別する必要があります。「ろう付け」という用語はしばしば漠然と使われ、混乱を招くことがあります。
ろう付けの定義温度
ろう付けは、溶加材がその融点以上に加熱され、毛細管現象によって2つ以上の密接に接する部品間に分配される金属接合プロセスです。ろう付けをその低温のいとこであるはんだ付けと区別する国際標準は、プロセス温度が450°C(842°F)であることです。
この閾値以下で溶融する溶加材を使用するプロセスは、はんだ付けと見なされます。
ろう付け用溶加材:純粋な金属ではなく合金
接合部を作成するために使用される材料はろう付け用溶加材です。これらは純粋な金属であることはめったになく、代わりに合金、つまり2つ以上の金属元素の混合物です。
これが、「ろう付けの融点は何度ですか?」という問いに単一の答えがない理由です。銀-銅-亜鉛合金は、銅-リン合金とは非常に異なる温度で溶融します。
固相線 vs. 液相線:融解範囲
溶加材は合金であるため、単一の正確な点で溶融するわけではありません。それらは温度範囲にわたって溶融します。
- 固相線:合金が溶融し始める温度。
- 液相線:合金が完全に液状になる温度。
ろう付けの作業温度は、合金が毛細管現象によって流れるのに十分な流動性を持つように、通常は液相線温度よりわずかに高くなります。

フラックスの重要な役割
565-572°C(1049-1062°F)の融解範囲への言及は、一般的な種類のろう付けフラックスのものであり、溶加材自体のものではありません。フラックスを理解することが、プロセス全体を理解する鍵となります。
ろう付けフラックスとは?
フラックスは、加熱前に接合部に塗布される化学化合物です。その主な役割は、母材と溶加材から酸化物を除去し、加熱中に接合部を酸化から保護することです。
効果的なフラックス処理がなければ、溶融した溶加材は母材に「濡れ」たり結合したりできず、接合不良につながります。
なぜフラックスが最初に溶融しなければならないのか
フラックスは、溶加材が溶融し始める前に液状になり、化学的に活性である必要があります。これにより、フラックスは洗浄機能を発揮し、溶融した溶加材が流れ込むためのきれいな表面を準備することができます。
約570°Cで溶融するフラックスを使用している場合、選択した溶加材は通常620°C(1145°F)より高い温度で溶融する必要があります。
一般的なろう付け合金の温度
異なる母材と用途要件には、異なる溶加材合金とそれに対応する温度が必要です。
銀ベース合金(銀ろう)
これらは、鋼、銅、真鍮などの異種金属の接合に非常に一般的です。その融解範囲は通常620°Cから845°C(1145°Fから1550°F)の間です。約570°Cで活性なフラックスは、これらの合金に完全に適しています。
銅ベース合金
鋼、ニッケル、銅合金のろう付けに、しばしば炉内ろう付けで使用されます。これらははるかに高い融点を示し、しばしば1000°Cから1150°C(1830°Fから2100°F)の範囲です。これらには高温フラックスが必要です。
アルミニウム-シリコン合金
アルミニウム合金のろう付け専用に設計されています。これらは非常に低い融解範囲を示し、しばしば570°Cから600°C(1060°Fから1120°F)であり、接合されるアルミニウム母材の融点よりわずかに低いです。
トレードオフと落とし穴の理解
強力なろう付け接合部を達成するには、正確な熱管理戦略が必要です。温度制御の誤りは、故障の主な原因です。
溶加材とフラックスの不一致
これは最も一般的な間違いです。フラックスが活性になる前に溶加材が溶融すると、接合部が汚れて結合が失敗します。フラックスの活性範囲が溶加材の融点よりはるかに低い場合、フラックスが燃え尽きて、溶加材が流れる前に効果を失う可能性があります。
接合部の過熱
過度の熱を加えると、母材の冶金学的特性が変化し(例:焼きなましや弱化)、損傷する可能性があります。また、フラックスを気化させたり「燃やしたり」して、重要な瞬間に接合部を酸化から保護できなくなることもあります。
不十分な熱
母材は溶加材の作業温度まで加熱される必要があります。溶加材のみが溶融した場合(トーチでよくある間違い)、接合部に流れ込みません。適切な毛細管現象を可能にするのは、周囲の母材に蓄えられた熱です。
プロジェクトに最適な選択をする
あなたの目標が、溶加材、フラックス、温度の適切な組み合わせを決定します。
- 一般的な修理や製造(鋼、銅、真鍮)が主な焦点の場合: 銀ベースのろう付け合金とそれに合うフラックスを選択し、プロセス温度は650°Cから800°C(1200°F - 1475°F)を目指します。
- アルミニウム部品の接合が主な焦点の場合: 特殊なアルミニウム-シリコン溶加材と対応する低温フラックスを使用し、580°C(1075°F)前後の非常に狭い範囲で作業する必要があります。
- 制御された雰囲気下での鋼の高強度接合が主な焦点の場合: 炉内ろう付け作業で銅ベースの溶加材を検討し、プロセス温度は1100°C(2012°F)を超えます。
最終的に、ろう付けの成功は、フラックスの活性範囲と溶加材の融解範囲を一致させることにかかっています。
要約表:
| ろう付け用溶加材の種類 | 一般的な融解範囲(°C) | 一般的な融解範囲(°F) | 一般的な用途 |
|---|---|---|---|
| 銀ベース合金 | 620°C - 845°C | 1145°F - 1550°F | 鋼、銅、真鍮の接合 |
| 銅ベース合金 | 1000°C - 1150°C | 1830°F - 2100°F | 高強度鋼、炉内ろう付け |
| アルミニウム-シリコン合金 | 570°C - 600°C | 1060°F - 1120°F | アルミニウム部品の接合 |
| ろう付けフラックス(活性化) | 約565°C - 572°C | 約1049°F - 1062°F | 溶加材より先に溶融する必要がある |
KINTEKの専門ソリューションで完璧なろう付け接合部を実現
適切なろう付け用溶加材とフラックスの選択は、接合部の強度と耐久性にとって極めて重要です。KINTEKは、ろう付け用途を含む精密な熱プロセス向けの高品質な実験装置と消耗品の提供を専門としています。当社のチームは、お客様の特定の母材とプロジェクト要件に最適な材料と温度パラメーターを特定するお手伝いをいたします。
当社が提供するもの:
- 溶加材とフラックスの選択に関する専門的なガイダンス
- 正確な温度制御のための信頼性の高い実験装置
- お客様のろう付け用途に合わせた消耗品
お客様のろう付けプロセスを最適化するお手伝いをさせてください – 今すぐ当社の専門家にお問い合わせください。強力で信頼性の高い接合部を常に保証する、パーソナライズされたサポートとソリューションを提供します。
ビジュアルガイド