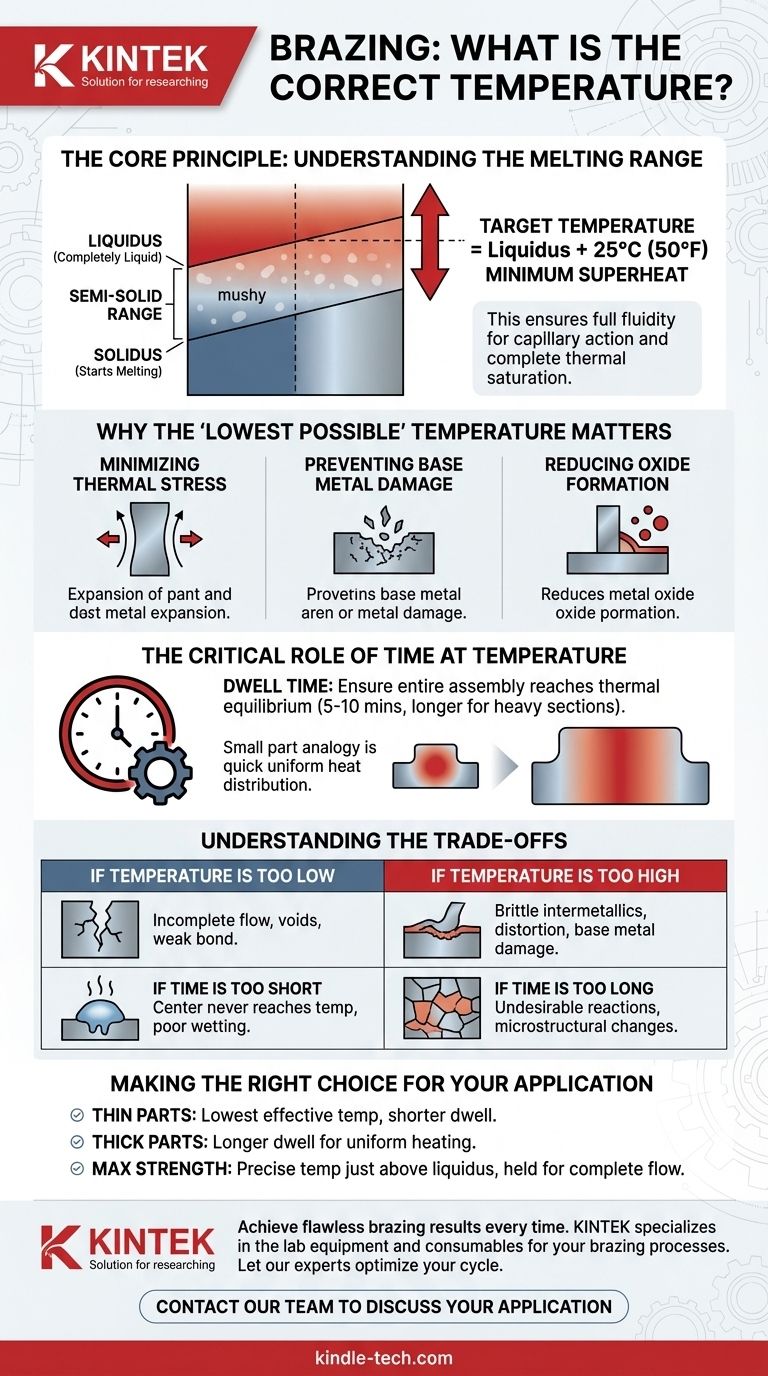
接合を成功させるために、適切なろう付け温度は単一の値ではなく、特定の範囲内の目標値です。原則として、ろう付けフィラーメタルの全融点(液相線温度)より少なくとも25°C(50°F)高い温度を目指すべきです。これにより、合金が十分に流動し、毛細管現象によって接合部に完全に流れ込むようになります。
目標は、フィラーメタルが完全に流動し、アセンブリ全体が完全に熱的に飽和することを保証できる、可能な限り低い温度を見つけることです。この精密な制御により、部品への熱応力を最小限に抑えつつ、強力で信頼性の高い接合を保証します。
基本原理:融解範囲の理解
ろう付け温度を制御するには、まずろう付け合金がどのように溶けるかを理解する必要があります。純粋な金属とは異なり、合金は単一の温度ではなく、温度範囲にわたって溶けます。
固相線温度と液相線温度の定義
固相線温度(Solidus)は、フィラーメタルが溶け始める最初の温度です。この温度以下では、合金は完全に固体です。
液相線温度(Liquidus)は、フィラーメタルが完全に液体になる温度です。固相線温度と液相線温度の間の範囲は、「マッシー」または半固体の状態です。
「過熱」の経験則
ろう付けは、液相線温度を超えて行われる必要があります。標準的な手順は、液相線温度に少なくとも25°C(50°F)のバッファ(「過熱」と呼ばれることが多い)を加えることです。
このバッファにより、フィラーメタルが完全に流動し、比較的に冷たい接合部に流れ込む際のわずかな温度低下を克服できるようになります。
「可能な限り低い」温度が重要である理由
液相線温度を超える必要がありますが、過度に高い温度を使用すると有害になる可能性があります。推奨範囲内の最も低い有効温度に留めることで、いくつかの重要な利点が得られます。
熱応力の最小化
すべての材料は、加熱および冷却されると膨張および収縮します。温度が高いほど、この変化は大きくなり、母材の歪みや応力亀裂のリスクが増加します。
母材の損傷の防止
過度に高い温度は、接合されている母材を損傷し始める可能性があります。これには、材料を弱める可能性のある望ましくない粒成長や、フィラーメタルが母材を溶解し始める侵食が含まれることがあります。
酸化物の生成の低減
金属表面の酸化速度は、温度とともに指数関数的に増加します。最も低い有効温度で操作することにより、フィラーメタルの流れを妨げ、接合部の完全性を損なう可能性のある酸化物の生成を最小限に抑えます。
温度における時間の重要な役割
目標温度に到達することはプロセスの半分にすぎません。その温度を保持する期間は、保持時間(dwell time)として知られ、同様に重要です。
熱平衡の達成
目標は、アセンブリ全体(すべての部品の最も厚い部分を含む)が均一なろう付け温度に達することを確認することです。これは熱平衡として知られています。
母材が適切な温度に達したときにのみ、毛細管現象によって液体フィラーメタルがギャップに適切に「引き込まれ」ます。
質量が保持時間に与える影響
小さくて薄い部品は、大きくて重い部品よりもはるかに速く加熱されます。保持時間は、アセンブリ内の最も厚いコンポーネントのコアが目標温度に達するのに十分な長さでなければなりません。
一般的な保持時間は5分から10分ですが、すべての部品が完全に飽和するように、非常に重い、または大きな炉負荷の場合は延長する必要があります。
トレードオフの理解
完璧なろう付けを実現するには、温度と時間のバランスを取る必要があります。理想的なプロセスウィンドウから逸脱すると、特定のリスクが生じます。
温度が低すぎる場合
温度を液相線温度に近すぎると、フィラーメタルが長すぎる、または非常に狭い接合部を完全に流れるのに十分な流動性が得られず、ボイドや弱い接合につながる可能性があります。
温度が高すぎる場合
過度の熱は、フィラーメタルが母材と激しく反応し、接合部の延性と強度を低下させる脆い金属間化合物を形成する可能性があります。また、部品の歪みのリスクも高まります。
時間が短すぎる場合
炉の温度が正しくても、保持時間が不十分だと、部品の中心が必要な温度に到達しない可能性があります。フィラーは溶けますが、冷たい母材に接触すると「凍結」し、適切な濡れと流れを防ぎます。
時間が長すぎる場合
部品を長時間温度に保持しすぎると、過剰な温度と同じ問題が発生する可能性があります。望ましくないフィラーメタルと母材の相互作用を促進し、母材の微細構造に有害な変化を引き起こす可能性があります。
アプリケーションに合わせた正しい選択
これらの原則を使用して、部品の特定の特性に基づいてろう付けプロセスを微調整してください。
- 薄い部品や繊細な部品の接合を主な目的とする場合: 歪みのリスクを最小限に抑えるために、最も低い有効温度と、注意深く制御された短い保持時間を使用します。
- 厚いセクションのろう付けを主な目的とする場合: 材料のコアが目標温度に均一に達するように、より長い保持時間を計画します。
- 接合強度と一貫性の最大化を主な目的とする場合: フィラーの液相線温度のすぐ上に温度を正確に制御し、完全で検証済みの流れに必要な時間だけ保持します。
温度と時間の相互作用を習得することが、再現性の高い高品質のろう付け接合部を作成するための鍵となります。
要約表:
| 要素 | 主要原則 | 目標/目的 |
|---|---|---|
| 温度 | ろう付けはフィラーメタルの液相線温度を超えて行われる必要があります。 | 完全な流動性のために液相線温度 + 25°C (50°F) 以上。 |
| 保持時間 | アセンブリ全体が均一な温度(熱平衡)に達する必要があります。 | 5〜10分(重いセクションの場合はそれ以上)。 |
| 主要なバランス | 応力と損傷を最小限に抑えるために、最も低い有効温度を使用します。 | 母材を保護しながら強度を確保します。 |
毎回完璧なろう付け結果を達成しましょう。温度と時間の正確なバランスは、接合部の完全性にとって極めて重要です。KINTEKは、ろう付けプロセスが要求する制御と一貫性を提供するラボ機器と消耗品の専門家です。
当社の専門家が、より強力で信頼性の高いコンポーネントのためにろう付けサイクルを最適化するお手伝いをします。
お客様の特定のアプリケーションについてチームに今すぐお問い合わせいただき、お客様のラボのニーズに合った適切なソリューションを見つけてください。
ビジュアルガイド