アルミニウムろう付けでは、 重要なプロセスは577°Cから600°C(1071°Fから1112°F)の正確な温度範囲内で発生します。この温度で、フィラーメタルが溶けて接合部に流れ込みますが、母材は固体のままです。このプロセス全体を成功させるためには、制御された酸素のない雰囲気中で行われる必要があります。
ろう付け温度を理解する鍵は、それを単一の数値として見るのではなく、注意深く管理された熱サイクルのピークとして見ることです。加熱と冷却の各フェーズは明確な目的を果たし、成功は温度、時間、雰囲気の相互作用を制御することにかかっています。
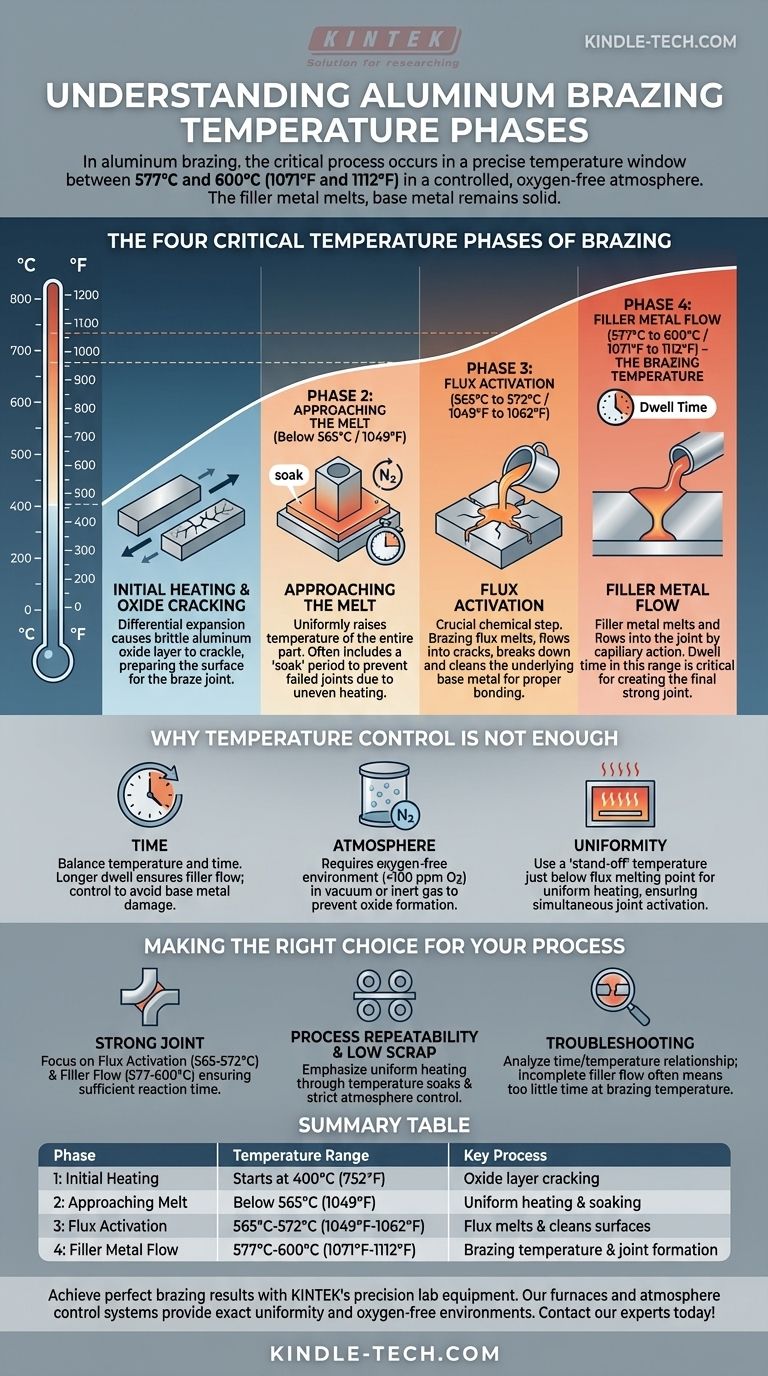
ろう付けの4つの重要な温度フェーズ
ろう付けは、単に金属が流れるまで部品を加熱することではありません。これは、特定の化学的および物理的変化が定義された温度範囲で起こる構造化されたプロセスです。典型的なアルミニウムろう付けサイクルでは、このプロセスは4つのフェーズに分けられます。
フェーズ1:予熱と酸化皮膜の破壊(400°C / 752°Fから開始)
アセンブリが加熱されると、異なる金属(母材とフィラーメタル)は異なる速度で膨張します。この差動膨張により、表面に自然に存在する脆い酸化アルミニウム層がひび割れ、破壊されます。
この初期のひび割れは、ろう付け接合のために表面を準備する最初のステップです。
フェーズ2:溶解への接近(565°C / 1049°F未満)
この加熱段階では、アセンブリのすべての構成要素は固体のままです。ここでの主な目標は、部品全体を均一に昇温させることであり、均一な熱分布を確保するために「ソーク(保持)」期間を設けることがよくあります。
適切なソークは、一方の領域が他方よりも先にろう付け温度に達するのを防ぎ、接合不良につながる可能性を回避します。
フェーズ3:フラックスの活性化(565°C~572°C / 1049°F~1062°F)
これは重要な化学的ステップです。この狭い温度範囲で、ろう付けフラックスが溶けます。液状のフラックスは酸化皮膜の亀裂に流れ込み、それを分解し、下の母材を清浄化します。
このステップがないと、フィラーメタルが母材に適切に「濡れ」たり接合したりできず、弱かったり存在しない接合部になります。
フェーズ4:フィラーメタルの流れ(577°C~600°C / 1071°F~1112°F)
これがろう付け温度です。母材よりも低い融点を持つフィラーメタルが液体になります。毛細管現象により、溶融したフィラーが部品間の隙間に引き込まれ、最終的で強力なろう付け接合が形成されます。
この温度範囲で費やされる時間は、保持時間(dwell time)として知られ、重要なプロセスパラメーターです。

なぜ温度制御だけでは不十分なのか
正しい温度を達成することは不可欠ですが、それはより大きなパズルのほんの一部にすぎません。最も成功しているろう付け作業は、温度と他の主要な変数との関係をマスターしています。
時間の役割
温度と時間のバランスは極めて重要です。最高ろう付け温度で保持時間を長くすることで、フィラーメタルが完全に流れることを保証し、スクラップ部品を減らすことができます。
ただし、母材を損傷させないように、これを注意深く制御する必要があります。
雰囲気の重要性
ろう付けには酸素のない環境が必要です。酸素は高温の金属表面に急速に酸化物を形成し、フィラーメタルが接合するのを妨げます。
このプロセスは、真空または純粋な窒素などの不活性ガスの制御された雰囲気中で、極めて低いレベルの酸素(<100 ppm)と湿度で行う必要があります。
均一性の必要性
フラックス融点よりわずかに低い温度で「スタンドオフ」温度または「ソーク」温度が使用されることがよくあります。アセンブリをこの温度に保持することで、厚さや形状に関係なく、部品全体が均一な温度に達することができます。
これにより、最終的なろう付け温度への加熱が行われたときに、接合部全体が同時に活性化し、流れることが保証されます。
プロセスに最適な選択をする
温度制御へのアプローチは、接合強度を最大化することであれ、プロセスの再現性を確保することであれ、最終的な目標によって決定されるべきです。
- 強力で完全な接合が主な焦点である場合: フラックスの活性化(565-572°C)とフィラーメタルの流れ(577-600°C)の段階に細心の注意を払い、それぞれの反応が完了するのに十分な時間を確保してください。
- プロセスの再現性と低スクラップが主な焦点である場合: 温度ソークによる均一な加熱を重視し、炉の雰囲気または真空レベルを厳密に制御してください。
- 接合不良のトラブルシューティングを行っている場合: 時間と温度設定の関係を分析してください。不完全なフィラーの流れは、適切なろう付け温度での時間が短すぎることが原因であることがよくあります。
結局のところ、ろう付けを習得することは、単一の温度値だけでなく、熱プロファイル全体を習得することなのです。
要約表:
| フェーズ | 温度範囲 | 主要プロセス |
|---|---|---|
| 1: 予熱 | 400°C (752°F)から開始 | 酸化皮膜の破壊 |
| 2: 溶解への接近 | 565°C (1049°F)未満 | 均一な加熱とソーク |
| 3: フラックスの活性化 | 565°C-572°C (1049°F-1062°F) | フラックスが溶けて表面を清浄化 |
| 4: フィラーメタルの流れ | 577°C-600°C (1071°F-1112°F) | ろう付け温度と接合形成 |
KINTEKの精密ラボ機器で完璧なろう付け結果を実現しましょう。 当社の工業炉と雰囲気制御システムは、欠陥のないアルミニウムろう付けサイクルに必要な正確な温度均一性と酸素のない環境を提供します。接合強度またはプロセスの再現性のいずれに重点を置く場合でも、KINTEKは研究室の最も要求の厳しい熱処理ニーズに対応するラボ機器と消耗品の専門家です。
ろう付けプロセスの最適化について、今すぐ専門家にご相談ください!
ビジュアルガイド