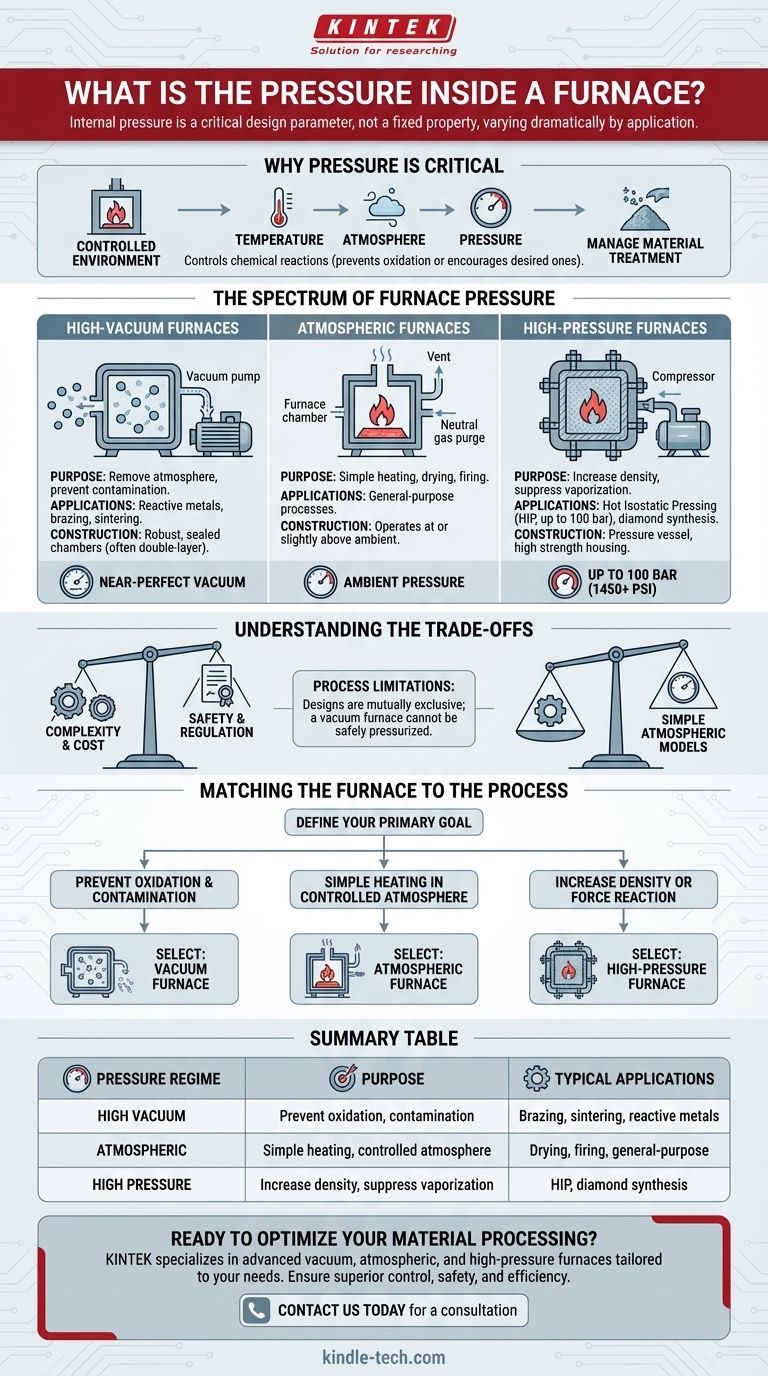
炉内の圧力は単一の値ではありません。 代わりに、内部圧力は炉の特定の用途によって劇的に異なり、重要な設計パラメータとなります。これは、ほぼ完全な真空から、通常の気圧の100倍を超える圧力まで変化します。
炉の内部圧力は固定された特性ではなく、意図的に設計された環境です。真空下での酸化防止から高圧下での密度向上まで、特定の材料の成果を達成するために制御されます。
圧力が重要な変数である理由
炉は単なる「熱い箱」ではなく、制御された環境です。圧力は、温度や大気組成と並んで、材料処理プロセスを正確に管理するために使用される基本的な変数の1つです。
圧力を制御することで、オペレーターは大気中の酸素による酸化などの望ましくない化学反応を防いだり、特定の圧力条件下でのみ発生する望ましい反応を促進したりすることができます。
炉の圧力のスペクトル
炉は通常、真空、大気圧、または高圧の3つの圧力レジームのいずれかで動作するように設計されています。それぞれが異なる目的を果たし、大きく異なる構造を必要とします。
高真空炉
真空炉の目的は、処理チャンバーから大気を取り除くことです。これは、反応性金属を扱う場合や、ろう付けや焼結などのプロセスにおいて、汚染や望ましくない反応を防ぐために極めて重要です。
これらのシステムは真空ポンプを使用して内部圧力を外部の大気圧よりもはるかに低くします。その構造には、真空の完全性を維持するために、堅牢で完全に密閉されたチャンバーが必要であり、多くの場合、二重層シェル構造が使用されます。
高圧炉
反対の極端として、高圧炉は通常の気圧をはるかに超える条件を作り出すために使用されます。これは、材料の密度を増加させたり、揮発性元素の蒸発を抑制したり、人工ダイヤモンドなどの材料を合成したりするために使用できます。
例えば、HIP(熱間等方圧プレス)などのプロセスに使用される黒鉛炉は、最大100 bar(1,450 PSI超)の内部圧力を達成できます。そのような圧力を封じ込める能力は、炉の筐体の強度によって完全に決まります。
大気圧炉
最も一般的で単純な炉は、周囲の大気圧またはそれをわずかに上回る圧力で動作します。
これらは、空気との相互作用が許容されるか、アルゴンや窒素などの不活性ガスでチャンバーをパージすることによって管理される、一般的な加熱、乾燥、または焼成プロセスに使用されます。
トレードオフの理解
特定の圧力能力を持つ炉を選択するには、コスト、複雑さ、安全性に関して重要なトレードオフが伴います。
複雑さとコスト
深い真空または高い正圧を達成するには、洗練されたエンジニアリングが必要です。真空ポンプ、頑丈なシール、補強されたチャンバーの必要性により、これらの炉は単純な大気圧モデルよりも製造および運用が大幅に高価になります。
安全性と規制
高圧炉は圧力容器に分類されます。これらは、壊滅的な故障を防ぐために厳格な安全規制と認証要件の対象となり、運用およびメンテナンスのオーバーヘッドに大きな層を追加します。
プロセスの制限
炉はその圧力レジームに合わせて特別に作られています。真空を保持するように設計された炉を安全に加圧することはできず、高圧システムは高品質の真空を作り出すようには最適化されていません。設計の選択は相互に排他的です。
プロセスに炉を合わせる
正しい機器を選択するには、まず主要な処理目標を定義する必要があります。
- 酸化と汚染の防止が主な焦点である場合: 反応性の大気ガスを除去するために真空炉が必要です。
- 材料の密度増加または化学反応の促進が主な焦点である場合: 必要な物理的条件を作り出すために高圧炉が必要です。
- 制御された雰囲気または周囲の雰囲気での単純な加熱が主な焦点である場合: 標準的な大気圧炉が最も直接的で費用対効果の高い解決策です。
圧力の役割を理解することは、炉を単純なオーブンから精密な材料処理ツールへと変貌させます。
要約表:
| 圧力レジーム | 目的 | 一般的な用途 |
|---|---|---|
| 高真空 | 酸化と汚染の防止 | ろう付け、焼結、反応性金属の熱処理 |
| 大気圧 | 制御された雰囲気での単純な加熱 | 乾燥、焼成、汎用プロセス |
| 高圧 | 密度増加、蒸発抑制 | 熱間等方圧プレス(HIP)、ダイヤモンド合成 |
材料処理の最適化の準備はできましたか?
真空による汚染防止であれ、高圧下での密度向上であれ、正確な結果を達成するためには、適切な炉の圧力レジームを選択することが不可欠です。KINTEKでは、お客様固有の研究および生産ニーズに合わせて調整された、真空、大気圧、高圧炉を含む高度なラボ機器の提供を専門としています。
当社の専門家が、優れたプロセス制御、安全性、効率性を確保するために最適なソリューションを選択するお手伝いをします。結果を偶然に任せず、KINTEKが適切な技術であなたの研究室に力を与えましょう。
パーソナライズされたコンサルテーションについては、今すぐお問い合わせください!
ビジュアルガイド
関連製品
- 黒鉛真空炉 高熱伝導率フィルム黒鉛化炉
- ロータリー管状炉 分割式マルチ加熱ゾーン回転管状炉
- 実験室用脱脂・予備焼結用高温マッフル炉
- 1700℃ 真空雰囲気炉 窒素不活性雰囲気炉
- 1400℃ 窒素・不活性ガス雰囲気制御炉



















